|

|
该 铸件 循环用于对铸件毛坯进行粗加工操作,即在加工零件的基础上增加额外的厚度进行成型。毛坯相对于零件的厚度需要在策略中指定,刀具路径将基于此厚度生成。 |
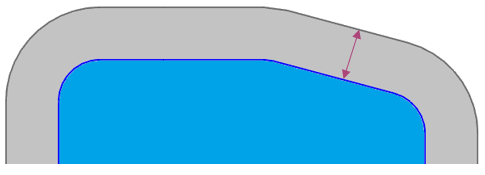
Part in 蓝色 ; Thickness in 灰色 |
关键点
|
此循环的重要参数是 厚度 ,它对应于零件和原始铸件之间的差值。因此,它定义了 XY 刀路的数量。 
注意:
|
|
策略参数
|
对话区域 |
参数 |
|
|
刀具路径策略 |
加工方向 |
|
|
优化 |
|
|
|
加工限制 |
限制区域 |
|
|
|
||
|
铸件毛坯 |
厚度 |
|
|
步距计算 |
步距 (刀具比例) |
步距值 (Ae) |
|
XY 向残料 |
遵循残料 |
|
|
Z 向步距 |
Z 向步距 (Ap) |
|
|
余量 |
XY 向余量 |
Z 向余量 |
|
正交余量 |
|
|
|
高度列表 |
高度列表 |
|
移动参数
|
对话区域 |
参数 |
|
|
安全距离 (Z向) |
快速平面高度 |
安全距离 |
|
Z 向进刀与回退 |
进刀高度 |
回退高度 |
|
退刀高度 |
|
|
|
Z 向切入 |
切入 |
最小螺旋半径 |
|
最小斜进半径 |
最小加工区域半径 |
|
|
切入角度 |
|
|
|
快速移动管理 |
移动: 快速, G1 Fmax, G0/G1 Fmax |
最大进给安全距离 |
|
快速/Fmax % |
|
|
|
安全距离 (XY向) |
XY 向安全距离 |
SD/ 刀柄 |
|
刀架管理 |
|
|
技术参数
|
对话区域 |
参数 |
|
|
切削条件 |
品质 |
切削速度 |
|
每刃进给量 |
主轴方向 |
|
|
主轴转速 |
||
|
进给 |
转速范围码 |
|
|
刀具编号 |
刀具编号 |
特定编号 |
|
长度补偿号 |
直径补偿号 |
|
|
用户字段 |
注释 |
控制器设备 |
|
铣削设置 |
|
|
