GO2cam'deki Giriş/Çıkış ve Bağlantı fonksiyonları, farklı işleme segmentleri arasındaki takım yolu bağlantılarını tanımlar. Bu, takım yolu başlangıç/bitiş noktalarını, takım yolu segmentleri arasındaki bağlantıları ve giriş/çıkış hareketlerini içerir.
Giriş/Çıkış
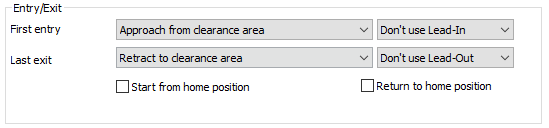
Tüm işleme süreci için takımın ilk ve son hareketlerini tanımlar.
-
İlk Giriş:
Takımın ilk kez işleme yüzeyine nasıl yaklaştığını belirler.
-
Son Çıkış:
İşleme süreci tamamlandıktan sonra takımın nasıl geri çekildiğini tanımlar.
-
Ana Pozisyondan Başla/Ana Pozisyona Dön:
İşleme sürecini belirli bir pozisyonda ve oryantasyonda başlatmayı ve bitirmeyi sağlar.
|
|
|
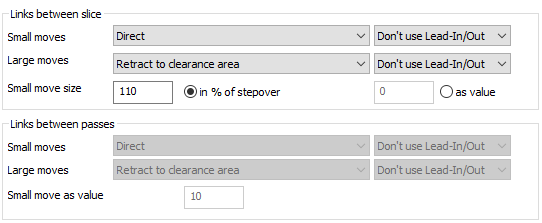
Takımın takım yolunun farklı segmentlerini nasıl bağladığını tanımlayın.
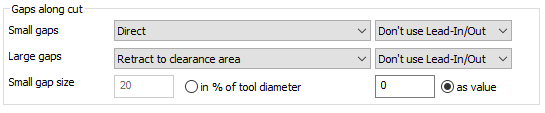
Kesim Boyunca Boşluklar
Tek bir takım yolu içinde boşluklar olduğunda segmentleri bağlar.
-
Doğrudan:
Herhangi bir geri çekilme olmadan boşluk kenarları arasında düz bir çizgi bağlantısı.
-
Yüzeyleri takip et:
Takım, boşluklar arasındaki mevcut iş parçası geometrisini takip eder. Çarpışma kontrolü gerektirir.
-
Eğri birleştirme:
Boşluk kenarları arasında pürüzsüz kavisli bir bağlantı.
-
Adım (Yalnızca 3 eksen):
Takım geri çekilir, yatay olarak hareket eder, sonra bir sonraki segmente yaklaşır.
-
Besleme/hızlı/boşluk mesafesine geri çekilme:
Takım belirtilen mesafeye geri çekilir, yatay olarak hareket eder, sonra bir sonraki segmente yaklaşır.
Pasolar Arası Bağlantılar
Bir dilim içindeki bitişik pasoları bağlar.
Dilimler Arası Bağlantılar
Bitişik kesimleri veya kesme katmanlarını bağlar.
|
|
|
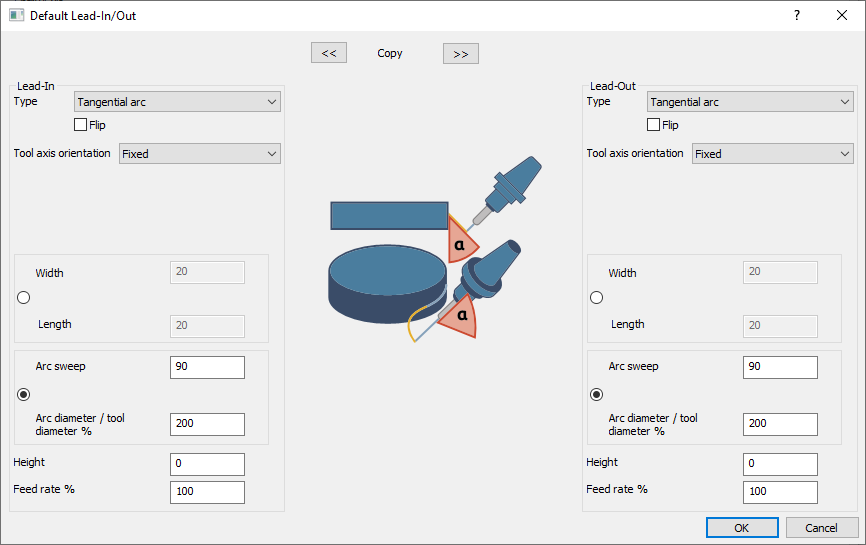
Bir işleme segmenti içindeki takımın ilk ve son hareketlerini tanımlar.
-
Giriş Tipleri:
-
Yay:
Takımı kesme yoluna bağlamak için kavisli bir yol oluşturur. Çeşitli tipler (teğet, dik, dikey, yatay) mevcuttur.
-
Çizgi:
Düz çizgi bağlantısı oluşturur. Seçenekler arasında teğet, ters teğet, dik, dikey profil eğimi, ters dikey profil eğimi ve eğik çizgi bulunur.
-
Pozisyon çizgisi:
Takım yolunun başlangıç veya bitiş noktası olarak önceden tanımlanmış bir çizgi kullanır.
-
Takım Ekseni Yönü:
-
Sabit:
Giriş sırasında takım ekseni sabit kalır.
-
Teğet:
Sürekli dönüşü sağlamak için takım ekseni yönünü değiştirir.
-
Maksimum giriş açısı değişimi:
Takım ekseni yönündeki toplam değişikliği sınırlar.
-
Eğik:
Takım ekseni kontrolünde belirtilen ana eğim stratejisini korur.
-
Kesme yönüne dik:
Takım eksenini teğet çizgiye dik tutar (yalnızca 4 eksen).
|
|
|
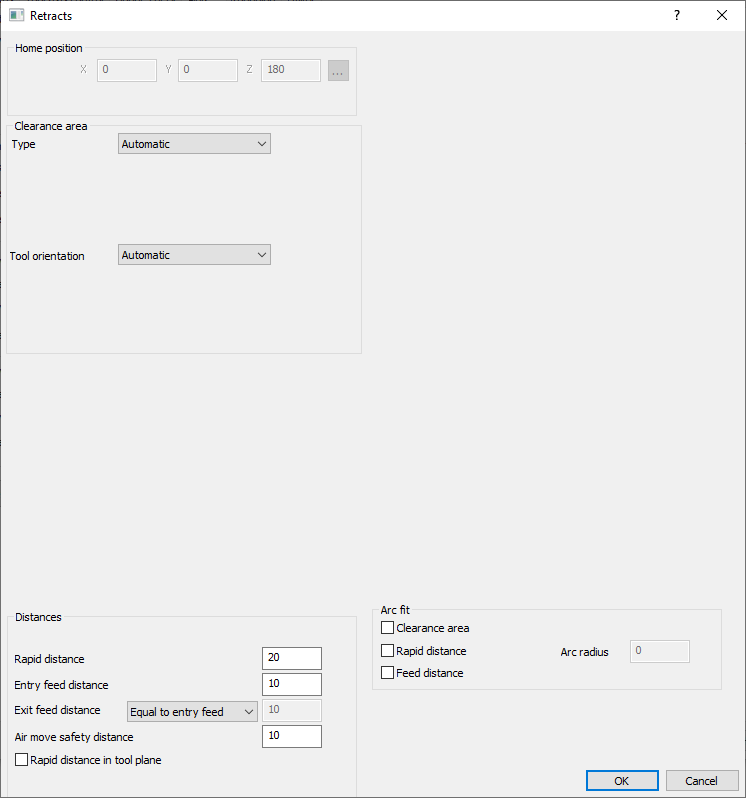
Takımın iş parçasından güvenli bir konuma hareketini tanımlayın.
-
Boşluk Alanı:
-
İş parçasının etrafındaki güvenli alanı belirtir.
-
Şekiller: Düzlem, Silindir, Küre.
-
Yön: Eksen, kullanıcı tanımlı veya işleme yönüne göre.
-
Mesafeler:
-
Hızlı mesafe: Takımın hızlı hareketi için mesafe.
-
Giriş besleme mesafesi: Takımın dalma besleme hızıyla yaklaşması için mesafe.
-
Çıkış besleme mesafesi: Takımın dalma besleme hızıyla geri çekilmesi için mesafe.
-
Hava hareketi güvenlik mesafesi: Hava hareketleri sırasında minimum güvenli mesafe.
-
Yay Uydurma:
Geri çekilmeler sırasında pürüzsüz yaylar oluşturur.
-
Boşluk Alanında Takım Yönü:
Takım eksenini boşluk alanı yüz normaline göre veya tersine hizalar.
-
Geri Çekilme Tipleri:
Boşluk alanına, hızlı mesafeye veya besleme mesafesine geri çekilme.
-
Geri Çekilme Yolları:
Düz çizgi veya yay uydurma.
|
|
-
Anahtar Hususlar
-
Seçilen bağlantı tipi güvenlik koşullarını karşılamalıdır.
-
Çarpışma kontrolü, mevcut bağlantı tiplerini ve davranışlarını etkileyebilir.
-
Stok destekli desenler için stok takip etme seçeneği mevcuttur.
-
Mesafe farklılaştırması hem pasolar hem de dilimler için uygulanabilir.
|
|
|