Tanım
|
|
Stok üzerinde yapılan bu işlem, parça konumlandırma sorunlarının giderilmesini sağlar. Parça sıkıldığında, parçanın hizalaması kontrol edilir; doğru değilse, parçayı yeniden hizalamak için iki seçenek vardır:
|
|
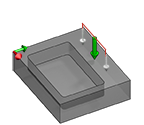
Problama olmadan çok basit bir parçanın hizasızlığı |
||
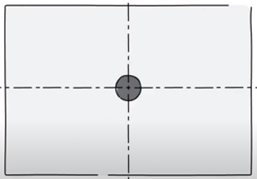
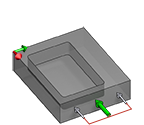
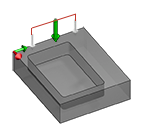
Küboidin merkezine bir delik delinmesi gerekiyor. |
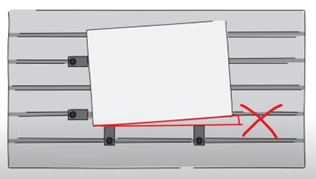
Parçayı sıkarken, düzgün hizalanmamıştır. Bu hizasızlık görünmeyebilir ancak işlemin hassasiyetinde hataya neden olur. |
Problama olmadan delinen delik merkezden uzaktır ve bu hassas parçalar için tolere edilemez olabilir. |
|
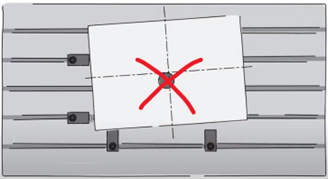
Problama ile hizasızlık düzeltme |
||
Stokun konumu ve yönü kontrol etmek için parça problanır. |
Orijin ve yönlendirme CNC kontrol ünitesinde düzeltilir. Başka bir çözüm, plakayı döndürerek parçayı hareket ettirmektir. |
Kontrol ünitesi açısal hatayı telafi eder ve işleme çevrimlerini doğru konum ve yönlendirmede gerçekleştirmek için işleme koordinatlarını günceller. |
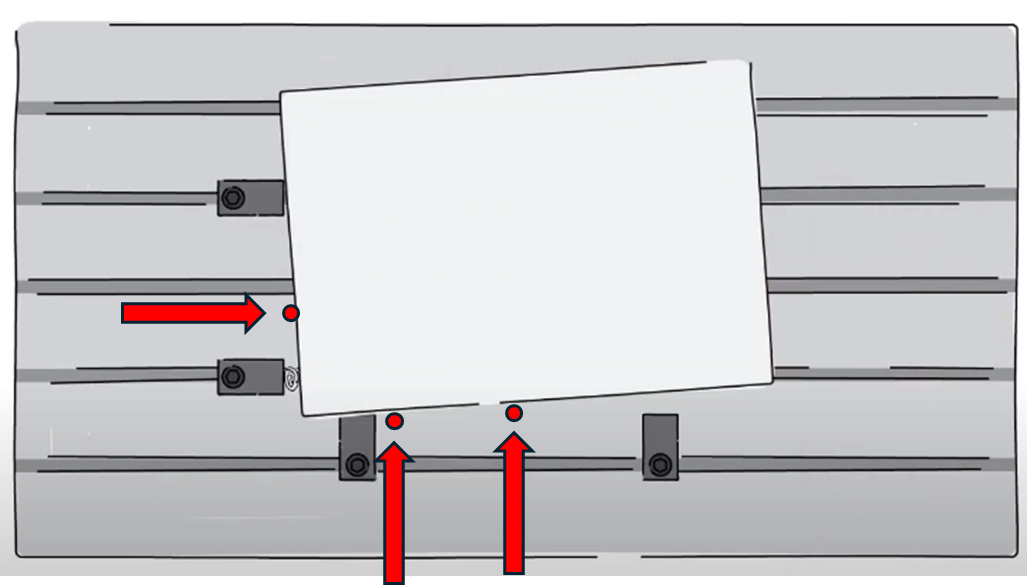
Problama Türleri
Parçaların hizalanması üç farklı strateji kullanılarak doğrulanabilir.
Yan açı
|
Üst açı X
|
Üst açı Y
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Parametreler |
||
|
|
||
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönme |
Dokunuşlar arası geri çekilme |
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
İlerleme |
|
|
Takım Numaralandırması |
Takım numarası |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Frezeleme Ayarı |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
||
|
Güvenli alan |
||