Présentation
Definition: Ajout d'une fonction CN entre deux opérations d'usinage.
Dans certains cas, le post-processeur doit être personnalisé pour générer les cycles techno dans le programme ISO. De plus, les machines ne sont pas systématiquement capables de traiter certaines fonctions spécifiques, veuillez nous contacter pour plus d'informations.
Ces fonctions additionnelles sont différentes pour le fraisage, le tournage et l'érosion :
Liste des fonctions de fraisage
Liste des fonctions de tournage
Pour créer une fonction techno
|
1/ Clic droit sur la ligne Usinage dans l'arbre d'usinage. |
|
|
2/
Cliquer sur
Fonctions techno.

|
|
|
3/ Certaines fonctions techno peuvent être complétées par une macro bloc CN |
|
|
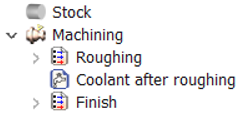
4/ Dans l'arbre d'usinage, cliquer sur le cycle précédant la fonction techno que vous incluez, dans ce cas l'ébauche. La fonction techno réagit comme un cycle et est accessible dans l'arbre d'usinage. |
|
|
La fonction est représentée par une icône à son emplacement. |
|
Liste des fonctions
1/ Fonctions de fraisage
|
Icône |
Spécification |

|
Stop : Activation d'un stop (Sujet à l'interprétation du post-processeur) |

|
Arrosage : Activation d'un arrosage différent de celui qui peut être défini dans la technologie |

|
Palettisation : Activation du changement de palette (sujet à l'interprétation du moyen de contrôle) |

|
Absolu NON : Activation du mode relatif sur les parcours outils |

|
Absolu OUI : Désactivation du mode relatif |

|
Optionnel OUI : Activation des blocs optionnels (sujet à l'interprétation du moyen de contrôle) |

|
Optionnel NON : Désactivation des blocs optionnels |

|
Tempo : Activation d'une tempo numérotée |

|
Commentaire : Ajout d'un commentaire utilisateur |

|
Bloc CN : Ajout d'un bloc N |

|
Mot PP : Appel d'un traitement spécifique |
2/ Fonctions de tournage
|
|
Fonctions techno :

|
|
|
Icône |
Spécification |

|
Alimentateur : Appel de l'avance barre |

|
Récupérateur de pièce : Appel du récupérateur en fin d'usinage de pièce |

|
Orientation porte-outil : Indexation de l'axe B |

|
Avancer Contre Pointe : Position Z de la contre pointe + support |

|
Serrer Contre Pointe : Sortie de la contre pointe pour serrage |

|
Desserrer Contre Pointe : Retrait de la contre pointe (desserrage) |

|
Retirer Contre Pointe : Course de retour de la contre pointe + support |

|
Avancer Lunette : Position Z de la lunette + support |

|
Serrer Lunette : Serrage de la lunette |

|
Desserrer Lunette : Desserrage de la lunette |

|
Retirer Lunette : Course de retour de la lunette + support |

|
Stop : Activation d'un stop (Sujet à l'interprétation du post-processeur) |

|
Arrosage : Activation d'un arrosage différent de celui qui peut être défini dans la technologie |

|
Absolu NON : Activation du mode relatif sur les parcours outils |

|
Absolu OUI : Désactivation du mode relatif |

|
Optionnel OUI : Activation des blocs optionnels (sujet à l'interprétation du moyen de contrôle) |

|
Optionnel NON : Désactivation des blocs optionnels |

|
Tempo : Activation d'une tempo numérotée |

|
Commentaire : Ajout d'un commentaire utilisateur |

|
Bloc CN : Ajout d'un bloc N |

|
Mot PP : Appel d'un traitement spécifique |
3/ Fonctions d'érosion fil
|
Icône |
Spécification |

|
Stop : Activation d'un stop (Sujet à l'interprétation du post-processeur) |

|
Arrosage : Activation d'un arrosage différent de celui qui peut être défini dans la technologie |

|
Enfilage du fil |

|
Coupe fil |

|
Epaisseur |

|
Générateur Marche |

|
Générateur Arrêt |

|
Optionnel OUI : Activation des blocs optionnels (sujet à l'interprétation du moyen de contrôle) |

|
Optionnel NON : Désactivation des blocs optionnels |

|
Tempo : Activation d'une tempo numérotée |

|
Table techno : changement des conditions de coupe entre 2 opérations |

|
Commentaire : Ajout d'un commentaire utilisateur |

|
Bloc CN : Ajout d'un bloc N |

|
Mot PP : Appel d'un traitement spécifique |