|
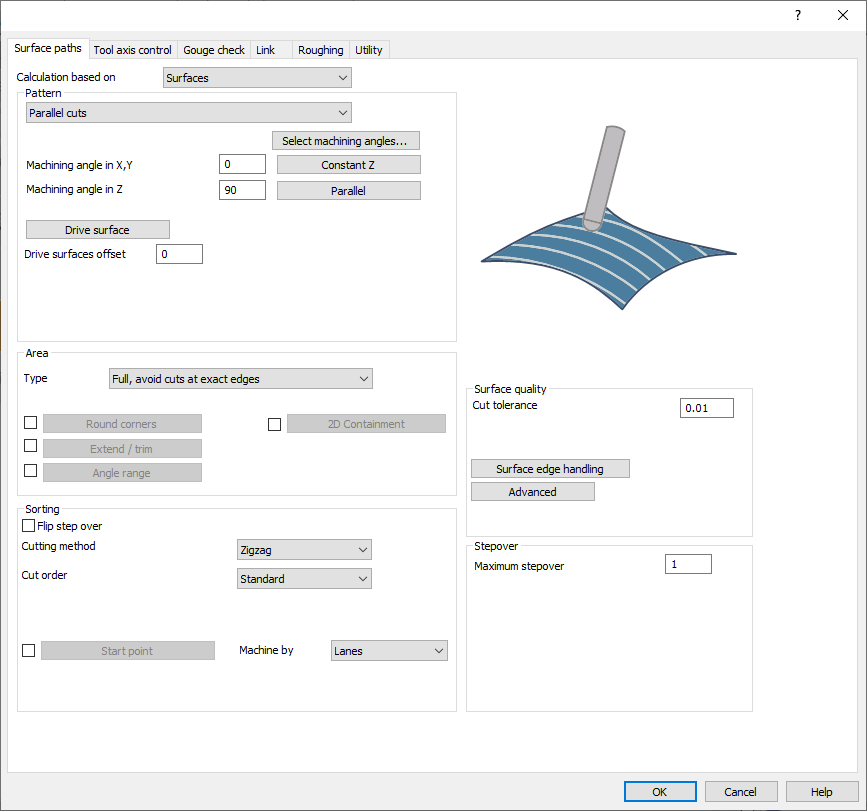
Cet onglet fournit les paramètres et réglages pour contrôler le type de parcours outils à générer pour usiner les surfaces de référence sélectionnées. Il est classé en 4 sections :
|
|
Motif
Les surfaces de référence sont des surfaces sélectionnées du modèle CAO où le parcours outil sera généré. Le facteur clé est la direction normale des faces. Le parcours outil est créé sur la face avant de la surface, où la normale de surface pointe vers l'extérieur.
Le décalage de la surface de référence est un décalage virtuel appliqué à la surface de référence, vous permettant de spécifier la matière ou la surépaisseur à conserver. Ce décalage étend les surfaces de référence dans toutes les directions, fonctionnant comme un décalage 3D.
Plusieurs types de motifs sont disponibles pour répondre à diverses situations :
|
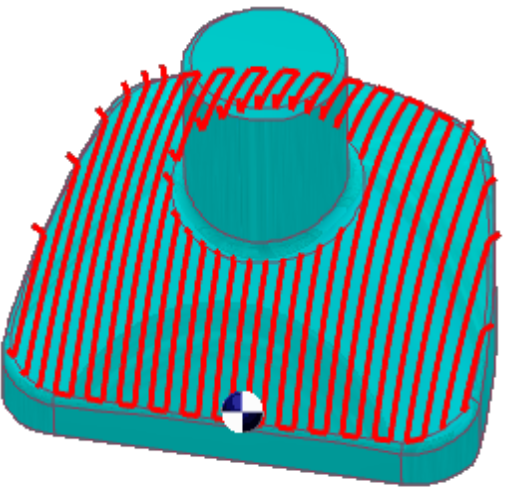
Passes parallèles |
L'option 'Passes parallèles' génère des parcours outils avec des passes parallèles les unes aux autres. L'orientation de la passe est déterminée par deux angles : X-Y (qui fait pivoter les passes autour de l'axe Z) et Z.
|
|
|
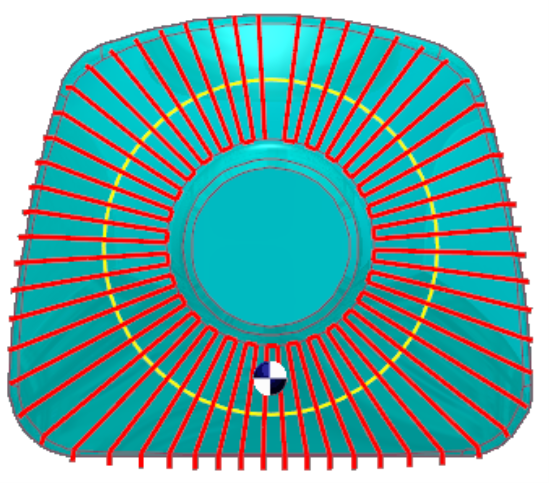
Passes le long d'une courbe |
Le motif 'Passes le long d'une courbe' permet à l'utilisateur de créer un parcours outil orthogonal à une courbe de référence. Cela signifie que si la courbe sélectionnée comme 'Lead' n'est pas une ligne droite, les passes ne sont pas parallèles les unes aux autres.
|
|
|
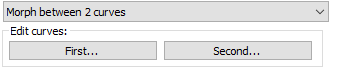
Morphing entre 2 courbes |
Cette option crée un parcours outil de morphing entre deux courbes de référence, entrées comme 'Première' et 'Seconde'. Morphing signifie que le parcours outil généré interpole progressivement entre les deux courbes et se répartit uniformément sur la surface. Cette option est bien adaptée à l'usinage des zones raides lors de la fabrication de moules.
|
|
|
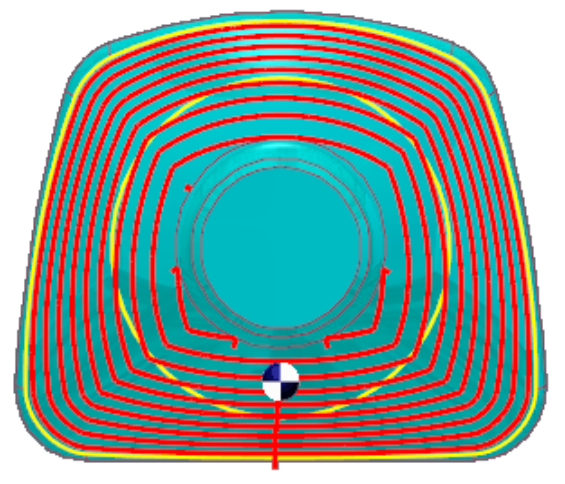
Parallèle à plusieurs courbes |
L'option "Parallèle à une courbe" génère des segments de parcours outil parallèles à la courbe de référence, chaque segment étant décalé par rapport au précédent, plutôt que simplement copié. La courbe doit s'aligner exactement sur le bord de la surface, idéalement en utilisant le bord lui-même, pour assurer une génération précise du parcours outil. Des courbes désalignées peuvent entraîner des parcours outils incorrects. 
|
|
|
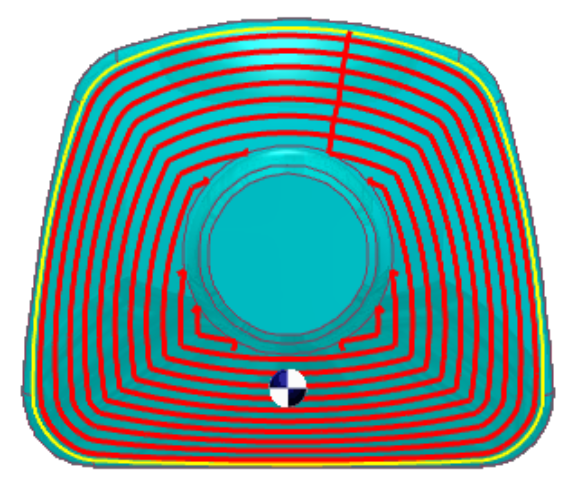
Projection de courbes |
Ce motif permet de créer soit une courbe définie par l'utilisateur, soit un motif générique, avec des options de projections 2D (radiale et spirale) et de projections de courbes 3D (décalage et définie par l'utilisateur). 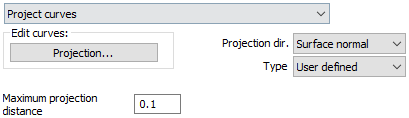
L'utilisateur doit spécifier la direction de projection des courbes, avec des options incluant :
|
|
|
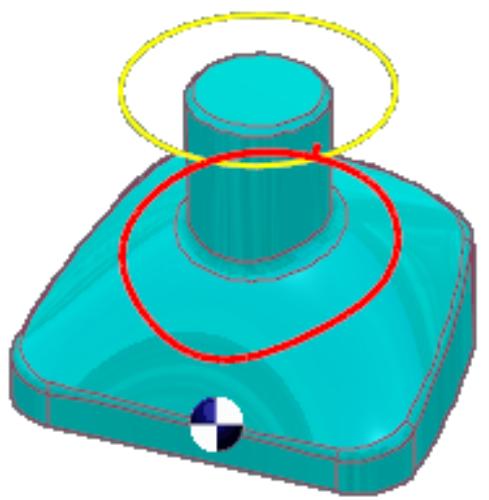
Morphing entre 2 surfaces |
Cette option génère un parcours outil de morphing sur la surface de référence, délimité par deux surfaces de contrôle. Le parcours outil est réparti uniformément sur la surface de référence, ce qui le rend idéal pour usiner des formes complexes comme les aubes de turbine.
Bi-tangence :
|
|
|
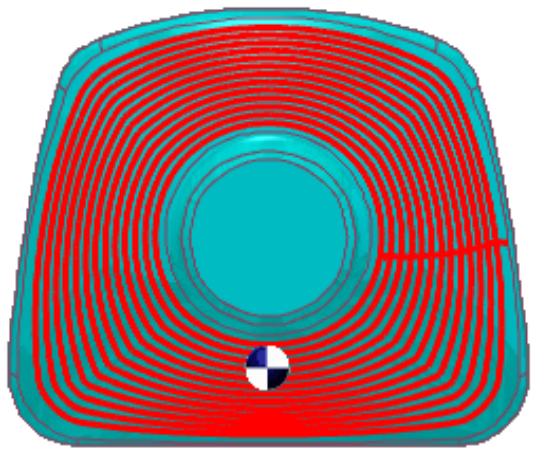
Parallèle à la surface |
L'option "Parallèle à la surface" crée des passes sur la surface de référence qui sont parallèles à une surface de référence. Pour le cas particulier où les surfaces de référence et de contrôle forment un bord d'incrustation, il est souhaitable d'avoir une bi-tangence de l'outil avec les deux surfaces. 
|
|
|
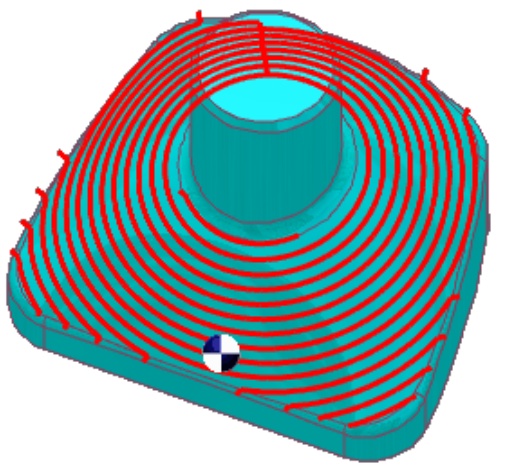
Ligne de flux |
La ligne de flux crée un parcours outil aligné sur le côté court ou long, ou le long des dimensions paramétriques U ou V de la surface. L'avantage principal est qu'elle ne nécessite pas de géométries de délimitation supplémentaires comme des parois ou des courbes de bord. Elle maintient une distance de pas maximale constante, même sur des surfaces complexes, et a un temps de calcul rapide. 
|
|
Zone
-
Les types de zones disponibles sont les suivants :
|
Pleine, évite les passes sur les bords exacts |
Avec cette option, le parcours outil est généré sur toute la surface de référence, en évitant le bord de la surface. La première passe n'est pas alignée exactement sur le bord de la surface. Pour calculer la distance par rapport au bord. La modification du pas maximal modifie cette valeur en conséquence. |
|
Pleine, commence et termine sur le bord exact de la surface |
Cette option génère le parcours outil sur toute la surface et commence et termine sur le bord exact de la surface ou à la position la plus proche possible. |
|
Limiter les passes par un ou deux points |
Cette option vous permet de limiter l'usinage entre deux points sur la surface de référence, afin de pouvoir travailler uniquement sur certaines parties de la surface. |
Les autres paramètres sont :
|
Confinement 2D |
Le confinement 2D contient le parcours outil à l'intérieur d'une courbe sélectionnée. La direction de l'axe de projection est utilisée pour projeter la courbe donnée sur la pièce. Le parcours outil est ensuite rogné par les courbes données. Remarques : Le contour 2D ne doit pas nécessairement correspondre exactement à la surface. Il peut dépasser les bords. Vous pouvez utiliser plusieurs contours. Les contours doivent être des contours fermés. |
|
Plage d'angles |
Pour les pièces 5 axes avec contre-dépouilles et une topologie complexe, la définition des zones peu profondes et raides est plus abstraite que la définition utilisée pour la fabrication de moules et les systèmes FAO 3 axes. The Plage d'angles option allows users to define the areas to be machined by an angle range of the surface normal with respect to a user defined axis. The user has the option to machine everything inside the angle interval or outside the interval. |
|
Étendre/rogner |
Avec cette option, vous pouvez étendre ou rogner le parcours outil. En cas d' 'extension', le parcours outil sera étendu tangentiellement et dépassera la surface de référence avec une ligne droite. Cette ligne a la même orientation que le dernier segment du parcours outil. En cas de 'rognage', le parcours outil sera rogné en cours de route. |
|
Arrondir les coins |
Cette option peut être définie pour trouver les zones de petit rayon et les arêtes vives intérieures dans le modèle de surface. Ces zones seront exclues de la génération du parcours outil. Les coins intérieurs peuvent provoquer des 'queues de poisson' ou des 'queues d'aronde' dans les parcours outils. Ces queues de poisson sont supprimées en activant ce commutateur. Ce drapeau peut également être considéré comme un générateur de congé. Le modèle de surface est arrondi (congelé) dans la direction des passes du parcours outil avec un rayon pour éviter les petits rayons et les coins intérieurs vifs. Le rayon appliqué est le rayon de l'outil principal plus la valeur de surépaisseur restante. La génération de congé est indépendante du type et de la forme de l'outil. Dans la plupart des cas, ce commutateur est utilisé en présence d'une fraise hémisphérique, d'une fraise lollipop ou d'une fraise conique à bout sphérique. Si l'usinage en roulant est appliqué (usinage latéral), alors ce paramètre s'applique également aux fraises cylindriques ou toriques. Avec le rayon supplémentaire, vous pouvez augmenter le rayon de congé dans le modèle de surface. La valeur du rayon de congé est donc le rayon de l'outil et le reste de matière plus le rayon supplémentaire. |
Tri
|
Inverser le pas |
L'inversion du pas change la direction de coupe. Cela peut changer la direction d'usinage de :
|
|
Ordre de coupe |
L'ordre de coupe définit la séquence des coupes.
|
|
Méthode de coupe |
Avec la méthode de coupe, vous définissez si l'usinage est 'unidirectionnel', 'en zigzag' ou 'en spirale'.
|
|
Direction pour l'usinage unidirectionnel |
Cette fonctionnalité définit la direction dans laquelle l'outil se déplace le long de la pièce, en fonction du sens de rotation de la broche de la machine.
|
|
Usinage par couloirs/régions |
Le parcours outil généré a généralement une topologie de plusieurs contours organisés en couloirs ou régions, sur les surfaces de référence. Lorsque le parcours outil est généré sur de nombreuses zones, il peut être préférable d'usiner toutes les régions indépendamment. Ce mode de zone d'usinage indique au système de suivre l'usinage par couloirs ou par régions. |
|
Point de départ |
Le point de départ définit la position de départ de la première coupe et des coupes suivantes sur la surface de référence. Ce point peut être défini par
|
Qualité de surface
|
Tolérance de coupe |
La tolérance de coupe est la tolérance pour la précision du parcours outil. Cette valeur représente la déviation chordale du parcours outil par rapport aux surfaces à usiner. En d'autres termes, le parcours outil peut avoir une erreur maximale par rapport aux surfaces dans la plage de plus ou moins la tolérance de coupe. |
|
Gestion des bords de surface |
Les parcours de surface sont créés sur des surfaces individuelles. Ensuite, les segments de parcours outil sont fusionnés pour créer des parcours de surface plus longs. La décision de fusion est actuellement basée sur une distance de fusion. Si tous les segments de parcours outil sur une passe de parcours outil sont fusionnés, il est vérifié si un parcours de surface fermé peut être construit en reliant le début à la fin. La même valeur de distance de fusion est utilisée pour décider de cela. Ainsi, tous les parcours de surface qui sont à une distance inférieure à cette valeur seront fusionnés. L'avantage principal est que les écarts minuscules ou les surfaces de référence qui se chevauchent ne provoquent pas de comportement inattendu dans le parcours outil. |
|
Avancé |
La qualité d'usinage de la surface dépend des points du parcours outil, qui varient avec la courbure de la surface. Une courbure plus élevée nécessite plus de points pour la précision. La tolérance d'enchaînement affecte la précision du parcours outil, avec des tolérances plus faibles réduisant les erreurs mais augmentant le temps de calcul. Les calculs de pas peuvent être approximatifs ou exacts, influençant la précision de la surface. Les passes adaptatives et les points synchronisés améliorent la précision mais augmentent le temps de traitement. |
Pas
Définit la distance de pas maximale entre 2 parcours outils. Elle peut être considérée comme la distance entre deux crêtes de scallop. Plus le pas est faible, plus la qualité de surface est élevée, mais le temps d'usinage augmente également.