
|
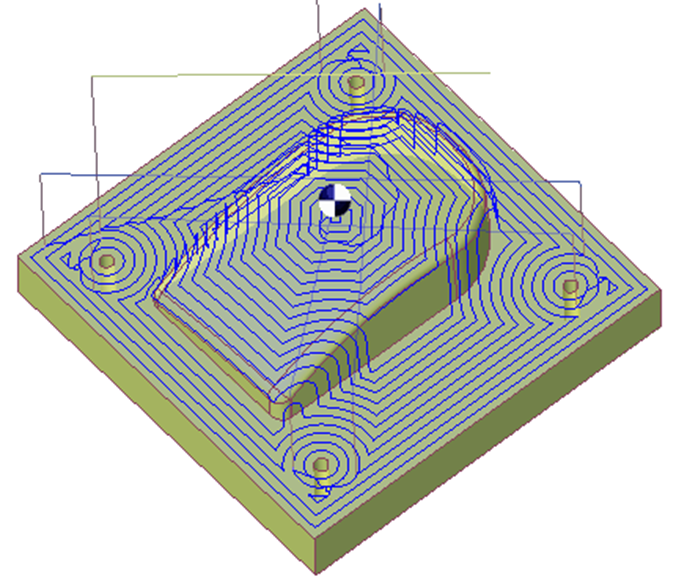
Ce cycle est logiquement identique au cycle de finition plan parallèle. Le profil finition travaille à un déport outil constant en 2D selon la forme des limitations d'usinage. |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de parcours |
Mode d'usinage |
|
|
Limitation de l'usinage |
||
|
Zone de limitation |
|
|
|
Calcul du recouvrement |
Recouvrement |
Valeur de recouvrement (Ae) |
|
Crête en XY |
|
|
|
Surépaisseurs |
Surépaisseur XY |
Surépaisseur Z |
|
Surépaisseur normale |
|
|
Paramètres de déplacement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
Alt. plan garde. |
Distance sécurité |
|
Approche et retour en Z |
Alt. pt. remontée |
|
|
Sécurité (en XY) |
Ds / Queue outil |
Gestion du porte outil |
|
Engagement et dégagement en XY |
||
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens rotation |
|
|
Vitesse rotation |
Unité avance |
|
|
Numéro de gamme |
||
|
Numérotation des outils |
Nom outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Set fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
Gestion des collisions |
Offset XY |
|
Zone de sécurité |
Offset Z |
|
|
Calcul des courbes |
Tolérance courbe |
Pas de segmentation |