|
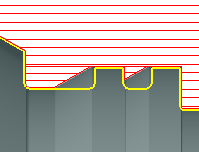
Lorsque je programme une opération d'ébauche ou de finition, je voudrais éviter les plongées dans les gorges ! |
|
|
Vous pouvez le faire avec une option de la page Stratégie appelée Contredépouille .
Plus d'informations et une vidéo sont disponibles ici: Contredépouille |
|
|
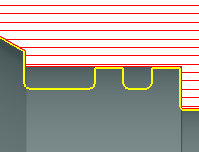
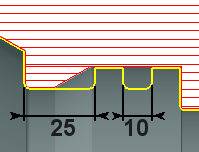
Comment programmer une finition avec un trajet arrière , qui évite les gorges et effectue l'Opération Balayage ? |
|
|
Regardez la vidéo qui montre toutes les étapes de ce processus : Cliquez sur le lien pour plus d'informations sur le Surépaisseurs |

|
|
Comment transfert une pièce de Fraisage vers Tournage ? |
|
|
Voici les étapes pour transférer une pièce programmée en fraisage dans l'environnement de tournage. Regardez attentivement la vidéo pour respecter le processus ; ici nous utilisons MTE mais le processus est le même sans MTE. |
|
|
Comment programmer le filetage tournant ? |
||||||
|
|
||||||
|
Du guide utilisateur Sandvik |
||||||
|
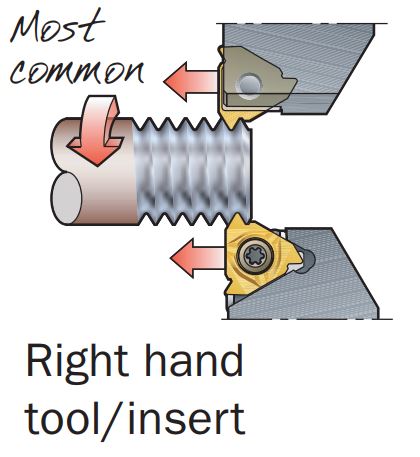
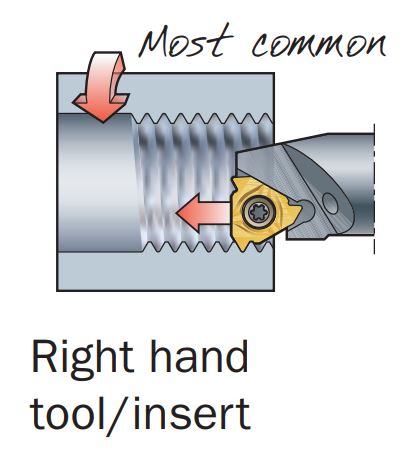
Filetage à droite vu sur la broche principale |
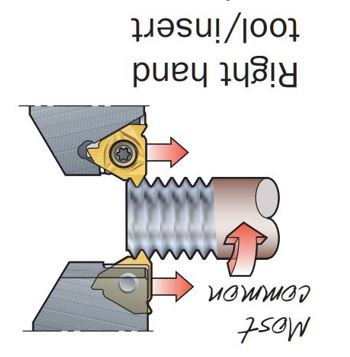
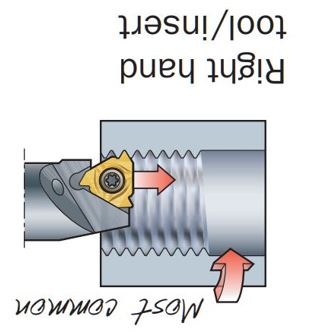
Filetage à droite vu sur la vue de la contre-broche (tourné de 180 degrés) |
|||||
|
|
|
|
|||
|
Type de filetage / Wkz. / Sens d'usinage / Sens de rotation |
||||||
|
Type de filetage |
Outil |
Accouplé de force |
Sens de rotation |
CN |
Sens d'avance |
|
|
Filetage à droite |
Droite |
|
SSG |
(M3) |
coulissant (vers le revêtement) |
|
|
Filetage à droite |
Gauche |
|
SG |
(M4) |
tirant (loin du revêtement) |
|
|
Filetage à gauche |
Gauche |
|
SG |
(M4) |
coulissant (vers le revêtement) |
|
|
Filetage à gauche |
Droite |
|
SSG |
(M3) |
tirant (loin du revêtement) |
|
|
SG & SSG
: est défini pour être compris de telle sorte que l'utilisateur regarde le mandrin dans la direction de l'outil et que le sens de rotation en résulte.
|
||||||
|
En résumé :
|
||||||
|
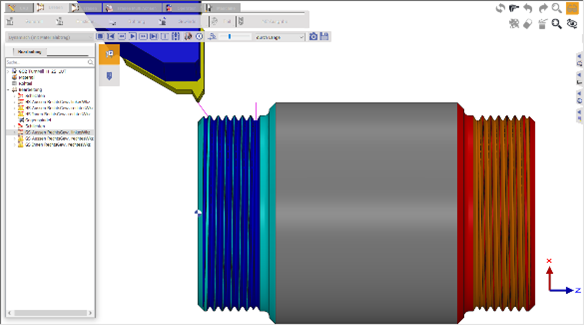
Cela donne l'image suivante pour GO2cam Filetage à droite à l'extérieur avec outil gauche
Uniquement possible avec usinage en tirant dû au SG.
If you simulate this editing in GO2cam version < 6.08.202 on the Sub Spindle, the wrong direction of rotation seems to be simulated, so that the visual result shows the wrong slope slope. |
|
|||||
|
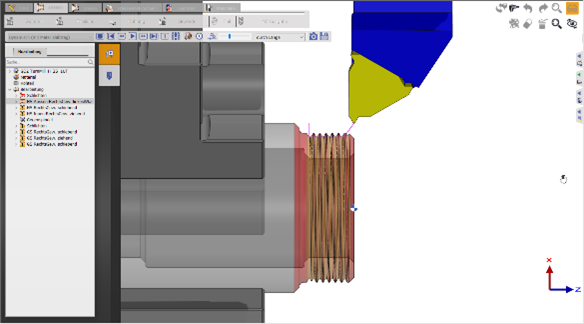
Filetage à droite à l'extérieur avec l'outil droit Uniquement possible avec usinage en coulissant dû au SSG. |
|
|||||
|
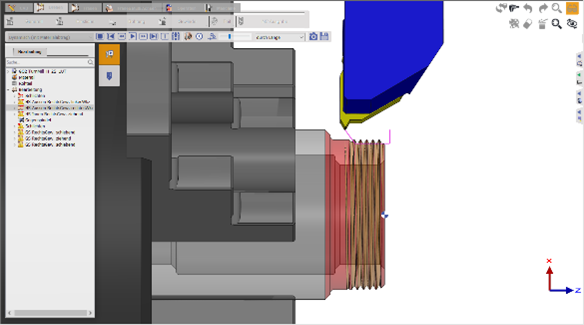
Filetage à droite à l'intérieur avec l'outil droit Uniquement possible avec usinage en coulissant dû au SSG |
|
|||||
|
Paramètres de filetage Le choix des paramètres pour le filetage tournant dépend également de l'outil, comme l'illustre l'exemple suivant : Dans la station de programmation SinuTrain de SIEMENS, le cycle de filetage CYCLE97 est utilisé pour produire un filetage extérieur avec un pas de 1. Une profondeur de filetage de 0,5 mm est utilisée (soit 1 mm de diamètre) afin que le résultat soit facilement vérifiable en simulation. Outil de filetage défini avec le rayon de coupe "correct" de 0,1443 mm selon DIN 13. |
||||||
|
Paramètres :
h
n
= Profondeur totale
|
Outil de filetage défini avec un rayon de coupe standard de : 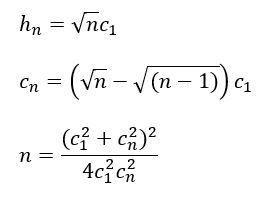
|
|||||
|
Par conséquent, la première et dernière passe d'avance doit être sélectionnée en fonction de la profondeur totale souhaitée et du nombre de passes d'ébauche (et vice versa). Si le post-processeur utilisé génère le traitement de filetage sous forme de cycle machine (par exemple, CYCLE97 pour SIEMENS ou G76 pour Fanuc), les paramètres essentiels sont le pas du filetage, la profondeur totale et le nombre de passes (d'ébauche). Dans ce cas, le code CN est correct en tout état de cause. Une combinaison incorrecte de paramètres peut entraîner une simulation incorrecte de l'usinage de filetage. Si le post-processeur utilisé ne génère pas de cycle machine, mais les passes individuelles avec G33, le code CN est également incorrect dans ce cas ! |
||||||
|
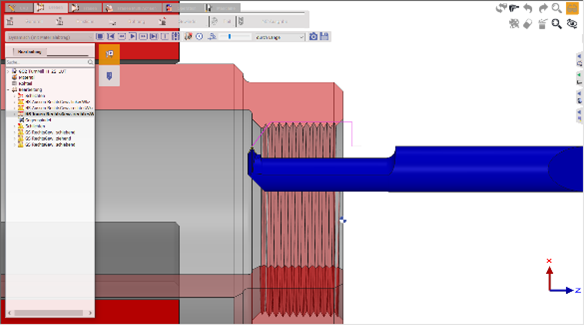
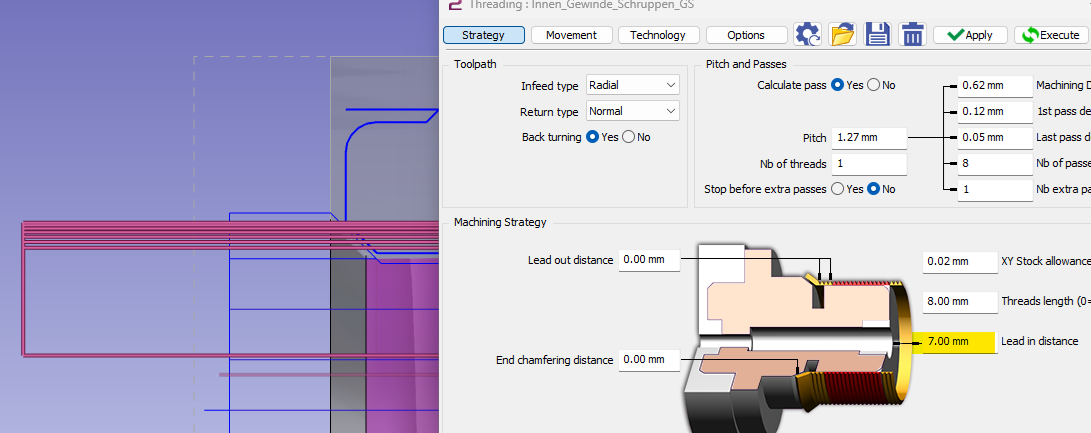
Pour le filetage intérieur , je veux une sécurité plus grande que dans l'opération. |
|
|
Le
Position Z
entre les passes est géré par la
géométrie sélectionnée
.
|
|
|
Comme la géométrie a une distance d'engagement , le parcours outil gère le retrait Z à 7 mm du début de l'élément géométrique. |
|
|
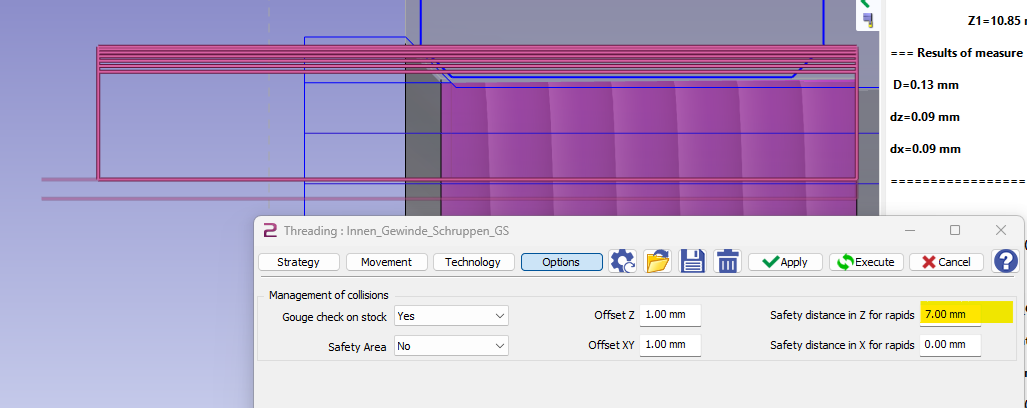
Pour avoir un retrait en fin plus important que pendant l'opération, vous pouvez définir une valeur dans les Distance de sécurité en Z pour les rapides . |
|
|
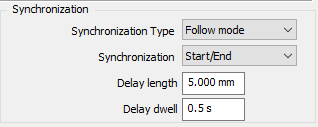
Comment définir paramètres MTE pour les cycles d'usinage la synchronisation ? |
|
|
Pour les machines à plusieurs tourelles, la possibilité de synchroniser divers cycles améliore l'efficacité du processus d'usinage en réduisant le temps de ralenti des outils et en superposant les temps d'usinage de chaque cycle sans aucune collision. Dans GO2cam, pour définir la synchronisation entre 2 cycles, vous pouvez suivre les étapes ci-dessous : |
|
|
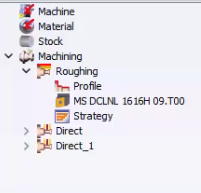
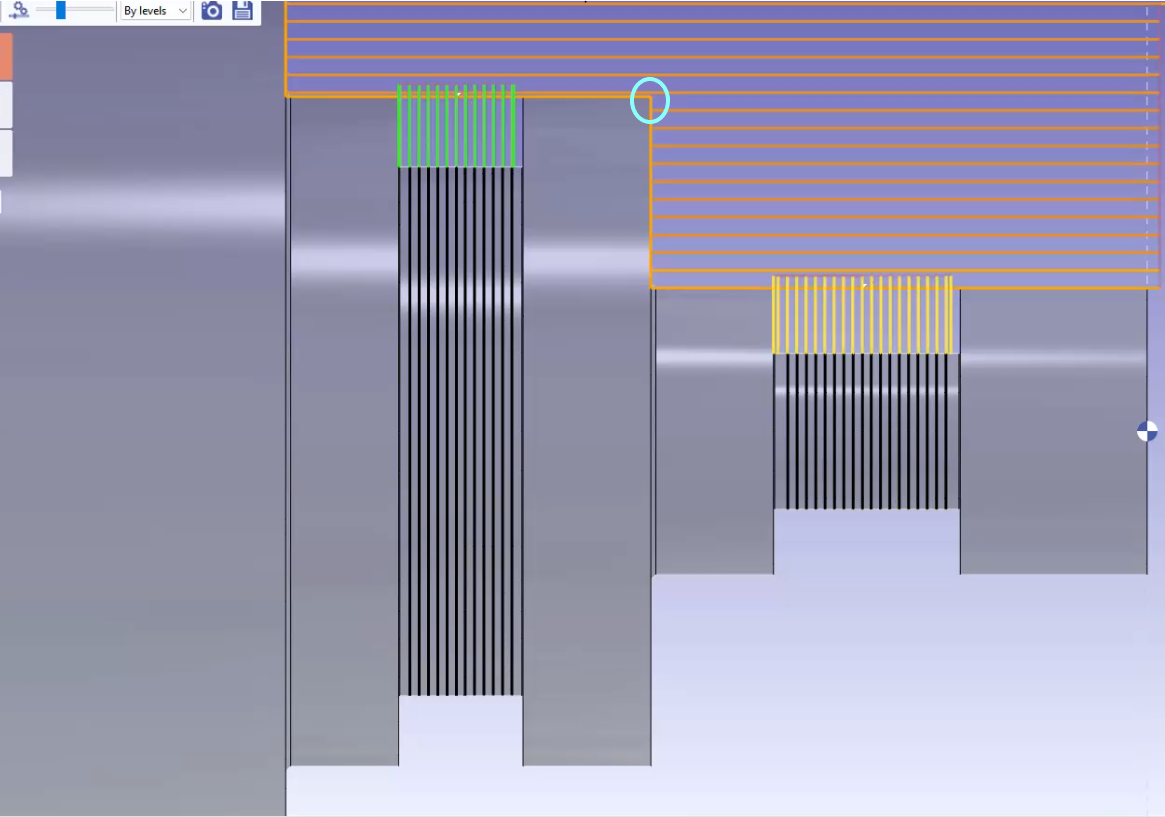
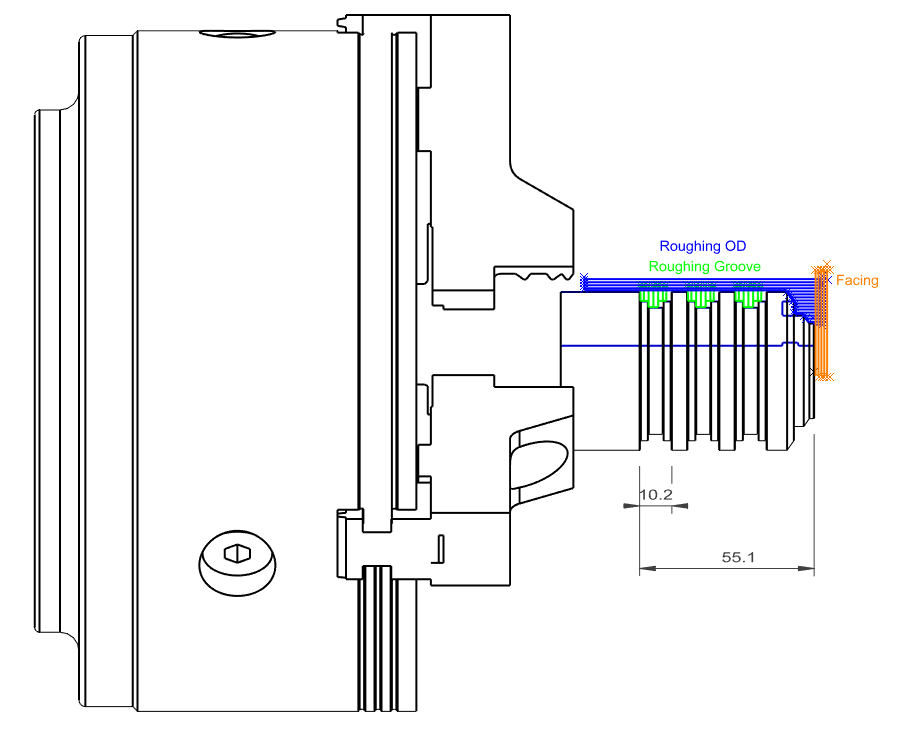
Définissez vos cycles d'usinage comme d'habitude avec des outils séparés.
Par exemple, dans cet exemple, nous aimerions synchroniser le cycle de rainurage Direct_1 (chemins d'outils verts) avec le cycle d'ébauche au point indiqué (comme encerclé). L'objectif est de démarrer le cycle de rainurage juste au moment où le cycle d'ébauche atteint le point encerclé. |
|
|
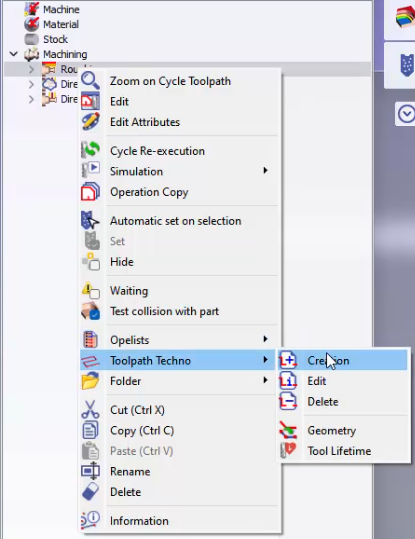
Pour ce faire, clic droit sur le cycle requis, dans ce cas le cycle d'ébauche et choisissez création dans la Techno trajet sélection.
|
|
|
Choisissez Synchro Trajet dans la liste déroulante. 
|
|
|
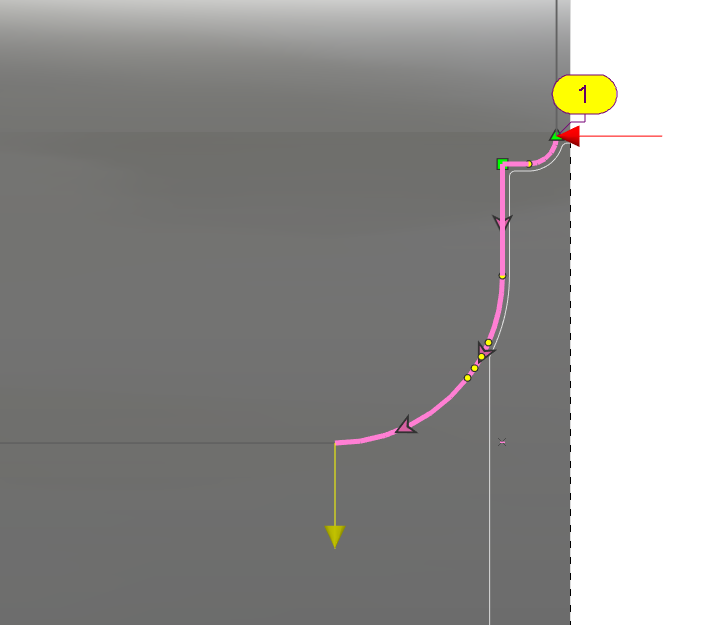
Ensuite, vous pouvez choisir les paramètres du trajet pour définir l'entité à synchroniser, cliquez sur ok et validez. 
Pour cet exemple, nous sélectionnerons l' Extrémité de l'élément et cliquerons sur la ligne de parcours outil qui touche la région encerclée (sur la photo précédente). |
|
|
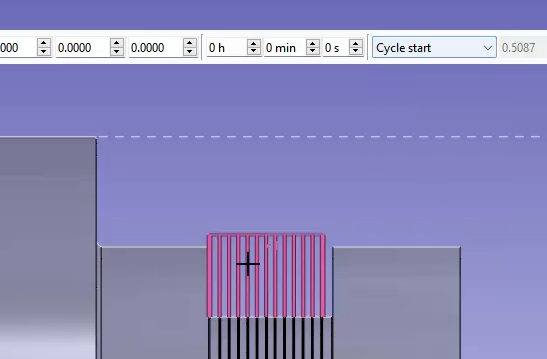
Nous répétons la même chose pour le cycle de rainurage (Direct_1). Pour le paramètre de parcours outil, nous choisissons Début de cycle et sélectionnons les parcours outils de rainurage. |
|
|
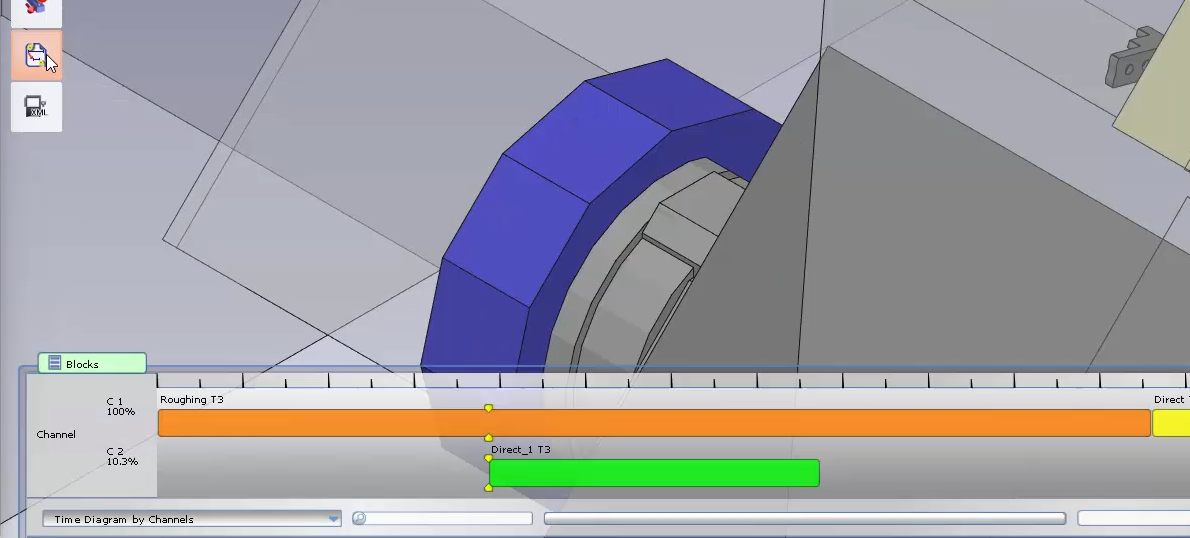
Ensuite, en passant à l'environnement Machine, vous pouvez charger votre machine si vous ne l'avez pas encore fait et configurer votre Outillage selon vos besoins. Enfin, vous pouvez vérifier votre synchronisation en cliquant sur la fonction de synchronisation. Vous pourrez voir la synchronisation entre les cycles sur le diagramme temporel. |
|
|
|
|
|
Comment puis-je mettre en plan une pièce de tournage et ses composants ? |
|
|
Pour le tournage, sous le menu Fichier CN, nous avons l'option Transfert vers Mise en plan/Cotation dans la section déroulante. Votre machine doit être chargée avec les symboles : Mandrin et mors . Vous devez vous assurer que les symboles proviennent du dossier sym trouvé dans le répertoire GO2cam. Dans certains cas, il peut être en dehors de ce dossier et GO2cam affichera un avertissement . Copiez simplement les fichiers dans le dossier sym : C:\GO2cam_Intl\GO2camV6XX\sym |
|
|
En cliquant sur l'icône, une boîte de dialogue apparaîtra : 
La boîte de dialogue vous permet de :
Sélectionnez les cycles que vous souhaitez mettre en plan et cliquez sur la coche verte pour valider . GO2cam ouvrira la boîte de dialogue enregistre en tant que pour enregistrer le fichier, avant de changer d'environnement. |
|
|
Dans la Mise en plan / Cotation, vous pouvez commencer à dessiner la mise en plan. |
|
|
Comment programmer une ébauche intérieure avec un parcours radial ? |
|
|
Pour réaliser une ébauche intérieure avec un parcours radial, suivez ces étapes :
|
|
Regardez une vidéo à droite expliquant le processus. |

|
|
Comment créer un parcours outil manuellement dans GO2cam ? |
|
|
La capacité de définir manuellement un parcours outil est de la plus haute importance, en particulier dans l'application de outils de forme spécifiques. Ces outils ont des formes de coupe distinctes et leur trajet de coupe doit être soigneusement contrôlé pour éviter le risque de collisions. Le cycle Point à point aide à y parvenir. Il est accessible sous le sous-menu Pièce . |
|
|
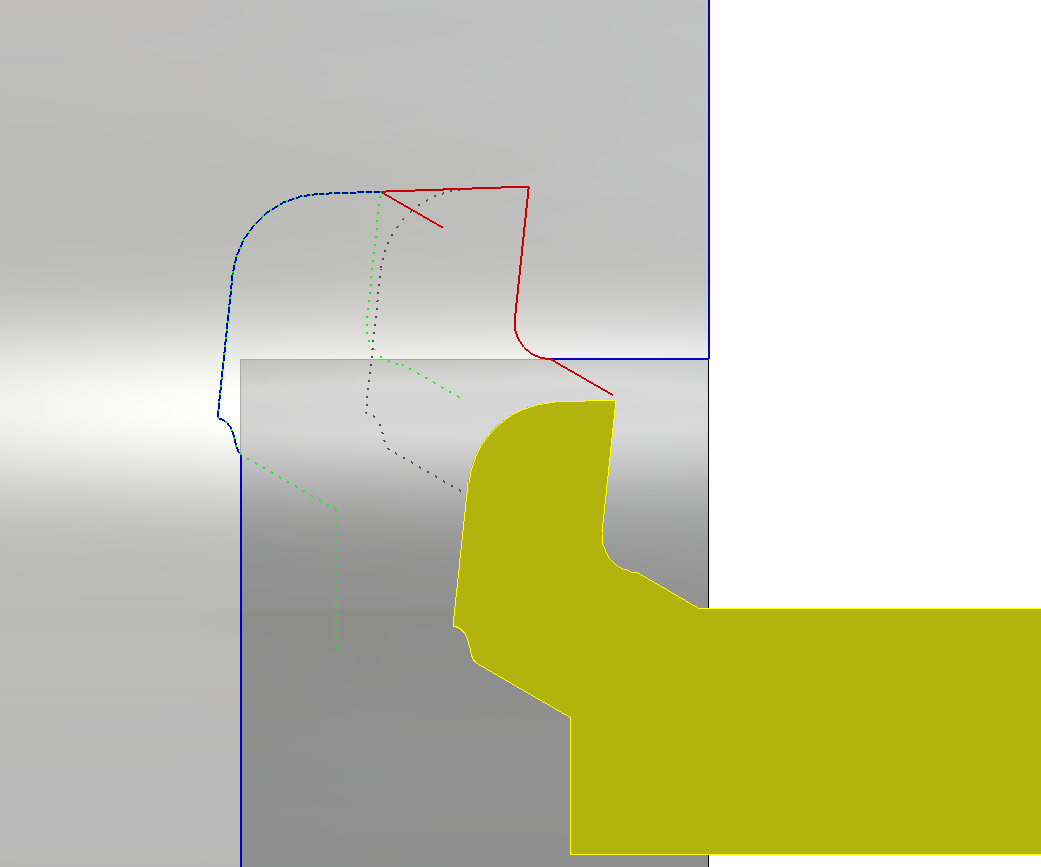
Le cycle Point à point est un cycle 100% manuel avec des paramètres minimaux. Il est utilisé pour générer des parcours outils spécifiques qui ne peuvent pas être définis par d'autres cycles. Ainsi, la méthode de sélection de la géométrie peut également légèrement différer. Par exemple, dans l'exemple ci-dessous, pour usiner la forme intérieure avec cette forme d'outil spécifique, un profil guide (en rouge) a été dessiné, pour aider à la sélection de la géométrie, en particulier pour les mouvements angulaires afin d'éviter les collisions.
Note : Le guide n'est pas obligatoire, dans d'autres cas, le parcours outil requis peut simplement être défini à partir du profil de la pièce et des points d'approche/retour. |
|
|
Sélectionnez le guide pour définir le profil. Définissez le chemin du point d'approche. (en rouge) Définissez le chemin du point de retour. (en jaune) Le point d'approche, avec le profil sélectionné et le point de retour définissent le mouvement complet du point piloté de l'outil. Choisissez l'outil et le cycle (le type de cycle doit être intérieur) et lancez le calcul. Cela générera le parcours outil pour usiner ce profil. Pour ce cycle, le calcul du brut n'est pas effectué. Il n'y a pas non plus de contrôle de collision entre la pièce et l'outil.
Vous pouvez regarder une vidéo à droite montrant cet exemple. |
|
|
|
|

|
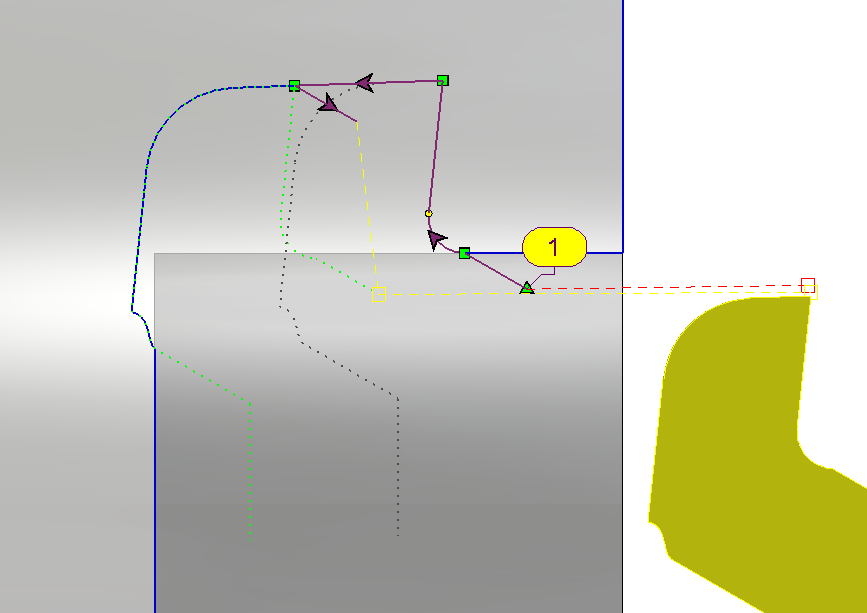
Comment usiner une gorge intérieure orientée comme une gorge extérieure ? |
|
|
Pour usiner cette gorge, la sélection doit être faite dans la direction -X. Par conséquent, la pièce doit avoir des silhouettes symétriques afin que la sélection de la géométrie puisse être faite dans la silhouette inférieure. De plus, pour une orientation correcte de l'outil et pour générer les parcours outils requis, la pièce doit être placée dans la broche de reprise. Vous pouvez regarder une vidéo à droite montrant cet exemple. |
|
|
MTE : Comment avoir 2 outils différents dans un cycle synchronisé ? |
||
|
Définissez votre cycle d'Ébauche équilibrée / Finition équilibrée comme d'habitude avec les paramètres de synchronisation requis. Dans ce cas, comme un seul outil a été choisi, le même outil sera chargé deux fois dans MTE. 
|
|
|
|
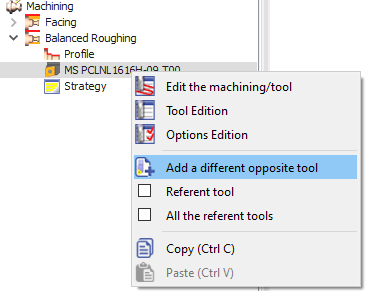
Pour pouvoir définir un deuxième outil différent, développez le cycle dans l'arbre d'usinage. Clic droit sur l'outil existant, sélectionnez ' Ajouter un outil opposé différent '. Cela ouvrira à nouveau la fenêtre de sélection d'outil où vous pourrez choisir l'outil requis et valider. Les deux outils seront visibles dans l'arbre d'usinage maintenant. Dans MTE, si vous faites un montage automatique, ces 2 outils seront automatiquement montés sur des tourelles opposées. |
|
|
|
Vous pouvez regarder une vidéo expliquant l'application des cycles synchronisés équilibrés. Passez à 2.20 dans la vidéo pour voir la définition de 2 outils différents pour le cycle. |
|
|

|
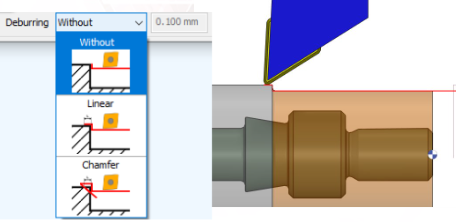
Comment fonctionne le paramètre "Longueur d'ébavurage" ? |
|
|
Le paramètre "Longueur d'ébavurage" fonctionne en déterminant la distance parcourue par l'outil dans la direction Z pour couper le copeau sur la barre. Cette distance inclut le rayon de l'outil.
|
|
|
|
|
Comment faire une opération de tournage sur une fraiseuse ? |
|
|
Pour effectuer des opérations de tournage sur votre fraiseuse :
|

|