Einleitung
|
GO2cam bietet Messzyklen zur automatischen Vermessung und Positionierung eines Werkstücks oder zur Überprüfung von Teileabmessungen auf der CNC-Maschine selbst. Die Hauptzwecke des Messens sind:
|
|
|
Vorteile:
|
|
Messzyklen
Die verschiedenen Arten von Messfunktionen, die in der Software angeboten werden, sind:
|
1 |
Werkzeugmesstaster (Werkzeugeinstellung - Werkzeugbruch) Ziele:
|
Es gibt keine Operation oder keinen Zyklus zur Definition des Werkzeugmesstasters in GO2cam, da diese Operation Teil des Werkzeugwechsels an der Maschine ist. Dies wird im Postprozessor verwaltet, wo der NC-Code zur Erzeugung der Messaktion im Werkzeugwechselverfahren aufgerufen wird und die Maschine den Vorgang verwaltet. Die Simulation des Werkzeugmesstasters kann in MTE über den Postprozessor programmiert werden. |
|
2 |
Werkstückpositionierung auf der Maschine
|
|
|
3 |
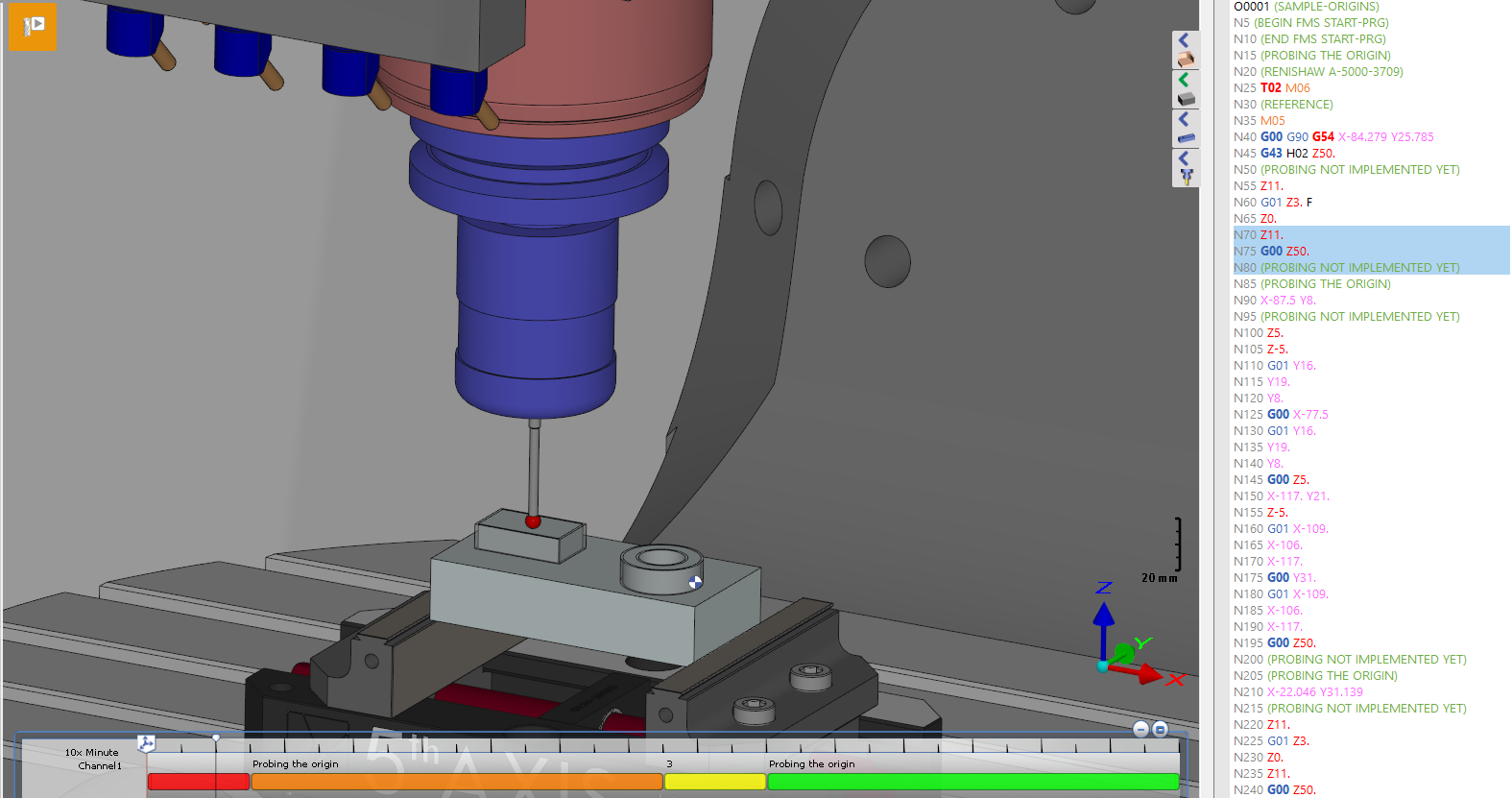
Messen des Rohteils zur Definition von Ursprüngen
|
|
|
4 |
In-Prozess-Messen während der Bearbeitung
|
|
|
5 |
Endteilvermessung / Qualitätskontrolle
|
|
|
Wie in der obigen Tabelle aufgeführt, werden in GO2cam drei Arten von Messzyklen angeboten: |
Die Messzyklen sind in Fräsen und Drehen verfügbar. |
|
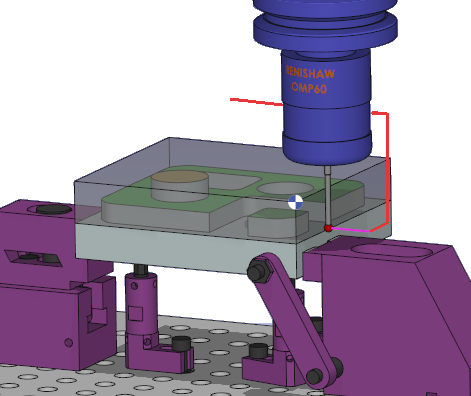
Beispiel für Fräsen
|
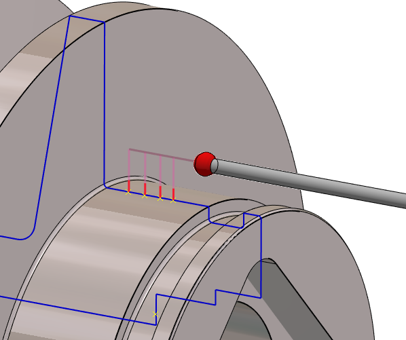
Beispiel für Drehen
|
|
|

|
||
Drahtmodellgeometrie kann ebenfalls ausgewählt werden, um spezifische Punkte für das Messen zu erzwingen. Der Punkt wird dann automatisch senkrecht zur nächstgelegenen Normalen auf das Volumen projiziert.
Wenn die Koordinaten eines gemessenen Punktes geändert werden (SHIFT + Linksklick), werden die neuen Koordinaten automatisch auf das Volumen projiziert.
Der Vorteil der Verwendung von Drahtmodellgeometrie liegt in der Möglichkeit, die Silhouette bei Y = 0 für Drehoperationen zu nutzen.