Zyklus : Einstich, Z-Niveau, ZigZag, Wtype, O-Ring Nut, Zentrieren, Bohren, Bohren/Ausdrehen, Gewindebohren, Gewindeschneiden, Abstechwerkzeug, Punkteinstich, Fasenfräsen, Rändeln
Definition
Möglichkeit, eine Verweilzeit während des Werkzeugwegs zu programmieren, abhängig von mehreren Parametern:
-
Verweilzeit Tiefe
-
Verweilzeit Einheit
-
Verweilzeit
-
Endverweilzeit
Einstellungen
-
Wählen Sie zuerst die Einheit der Verweilzeit: sie kann entweder in Sekunden oder in Umdrehungen ausgedrückt werden.
-
Dann können Sie die Verweilzeit Tiefe definieren, was der Abstand zwischen zwei Verweilzeiten ist.
-
Verweilzeit ist der Wert in Sekunden oder Umdrehungen, der Code ist oft G04 mit einem Buchstaben (z.B. X oder U für Fanuc, F für Num).
-
Endverweilzeit ermöglicht die Definition eines anderen Wertes am Ende, um eine bessere Oberfläche bei der letzten Bearbeitung zu erzielen.
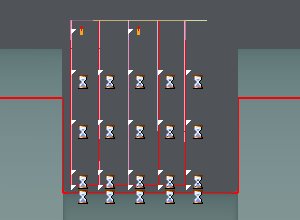
Die definierten Verweilzeiten werden auf dem Bildschirm mit dem Sanduhrsymbol angezeigt, wie im folgenden Bild gezeigt.
|
In diesem Beispiel:
|
|

|
|
Sonderfall für die Direkt-, Z-Niveau- und Wtype-Einstichoperationen.
Die in der Strategie definierte Verweilzeit wird bei diesen drei Operationen nicht auf den gesamten Werkzeugweg angewendet. In gewisser Weise können die Schruppdurchgänge in zwei Bahnen zerlegt werden:
-
Schruppdurchgänge: Vertikale Eintauchungen werden vom Werkzeug ausgeführt und hier kann die Verweilzeit angewendet werden.
-
Vorschlichtdurchgang: Das Werkzeug führt nach jedem Schrupp-Eintauchen eine Bahn auf dem Profil aus. Dieser Durchgang wird durch den Parameter ' ' ausgelöst. Profilbearbeitung ’.