|
|
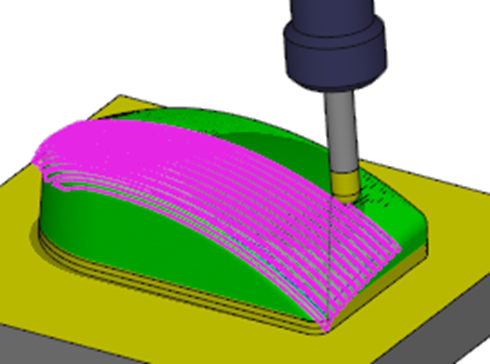
Wie beim 2X ½ Fräsen ist der Werkzeugweg ein Walzfräsen der Form des Teils folgend, mit parallelen Bahnen in der XY-Ebene. |
Schlüsselpunkte
Die Rauheit wird nicht beachtet. |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Schlichtstrategie |
Schlichtrichtung |
Räumwinkel |
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
Schrittüberlappungsberechnung |
Überlappung (Werkzeugverhältnis) |
Überlappungswert (Ae) |
|
XY Rauheit |
|
|
|
Aufmaße |
XY Aufmaß |
Aufmaß senkrecht zur Fläche |
|
Z Aufmaß |
|
|
|
4X Bearbeitung |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene SE. |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Rückzugshöhe |
|
|
Anfahren und Ausfahren in XY |
Anfahrabstand |
Ausfahrdistanz |
|
Anfahrradius |
Ausfahrradius |
|
|
Anfahrradius Winkel |
Ausfahrradius Winkel |
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
Vorschubeinheit |
|
|
Getriebestufe |
||
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräseinstellungen |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
Kollisionsprüfung |
Abstand XY |
|
Abstand Z |
||
|
Splineberechnung |
Splinetoleranz |
Auflösen in |