|
|
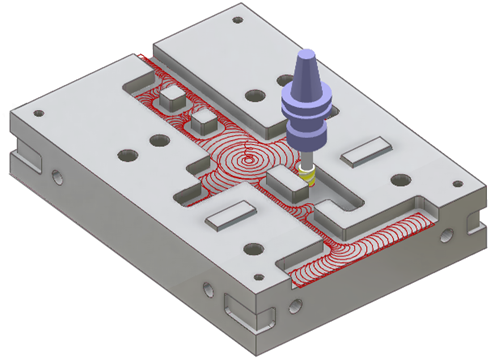
millyuGO 是一項專利技術。它能生成刀具路徑,在粗加工循環中實現刀具的持續切削。 |
|
透過點擊探索其優勢與專利資訊 此處 . |
重點
優點:
|
|
策略參數
|
對話框區域 |
參數 |
|
|
刀具路徑策略 |
||
|
|
||
|
倒角與再加工 |
島嶼再加工 |
底部再加工 |
|
留痕再加工 |
|
|
|
切屑定義 |
留痕高 |
切入角度 |
|
步進值(Ae) |
最大厚度(h) |
|
|
XY 留痕高 |
|
|
|
加工限制 |
限制區域 |
|
|
Z步距計算 |
Z步距 (Ap) |
|
|
預留量 |
XY素材預留量 |
Z素材預留量 |
|
法向素材預留量 |
|
|
|
高度 |
高度列表 |
|
移動參數
|
對話框區域 |
參數 |
|
|
安全 (Z向) |
快速平面高度 |
安全距離 |
|
Z向進刀與退刀 |
進刀高度 |
退刀高度 |
|
回退高度 |
|
|
|
Z向切入 |
切入 |
最小螺旋半徑 |
|
最小斜向半徑 |
最小加工區域半徑 |
|
|
切入角度 |
|
|
|
快速移動管理 |
移動 |
最大F進給安全距離 |
|
快速/最大F進給 % |
|
|
|
安全 (XY向) |
XY向安全距離 |
安全距離/刀柄 |
|
刀柄管理 |
|
|
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
切削速度 |
|
每刃進給 |
主軸方向 |
|
|
主軸轉速 |
||
|
進給率 |
切入轉速 |
|
|
轉速範圍碼 |
||
|
|
||
|
刀具編號 |
特定編號 |
|
|
長度補償號碼 |
直徑補償編號 |
|
|
使用者欄位 |
註釋 |
控制器設備 |
|
銑削設定 |
|
|

選項參數
|
對話框區域 |
參數 |
|
|
夾具與部件行為 |
過切檢查 |
XY偏移量 |
|
Z偏移量 |
||
|
刀具路徑最佳化 |
再加工區域公差 |
進給率調整 |
|
曲線計算 |
曲線公差 |
曲線分段 |
|
刀具路徑計算 |
刀具路徑圓弧分解 |
圓弧分解公差 |