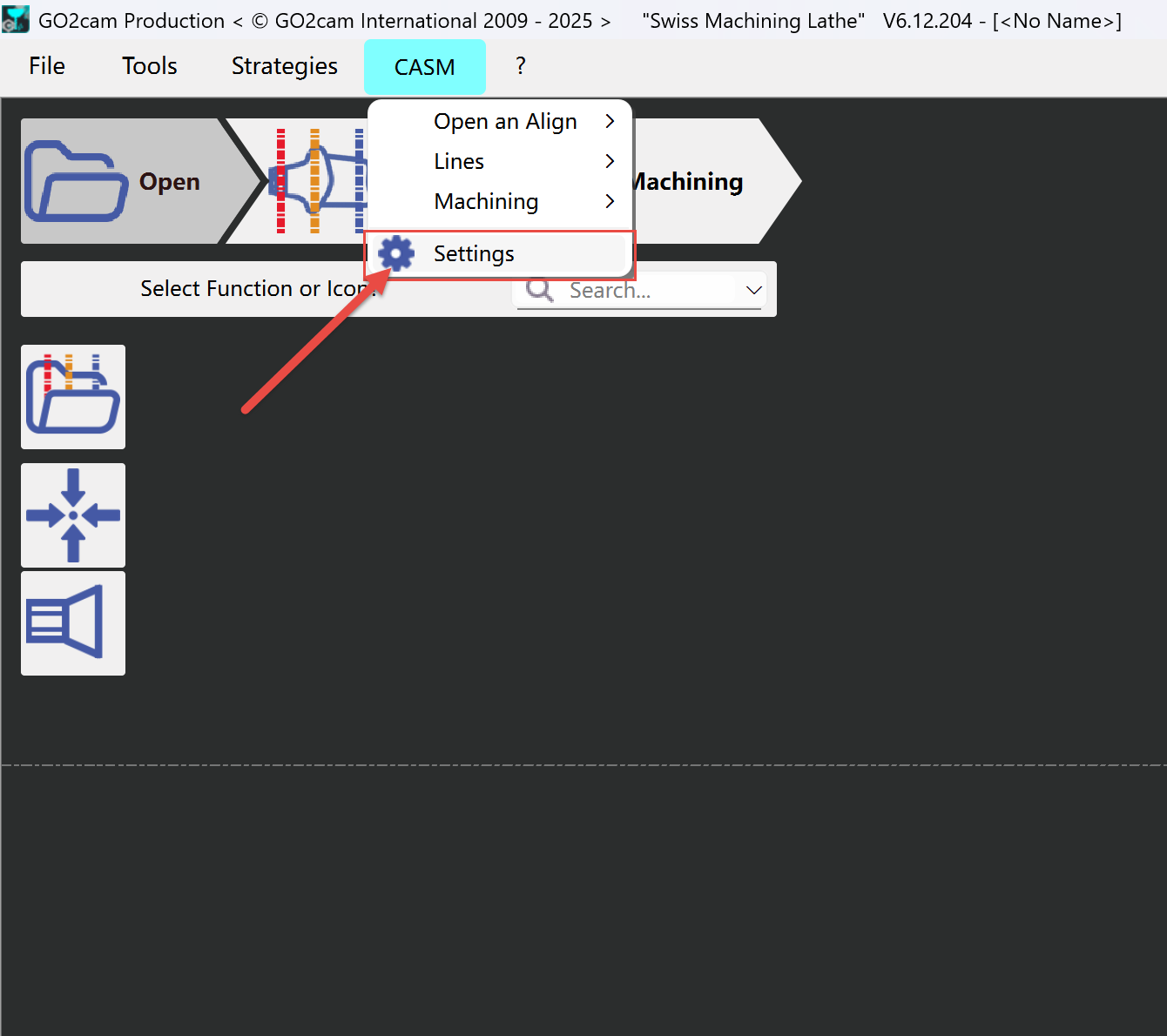
1 - 設置
|
|
|
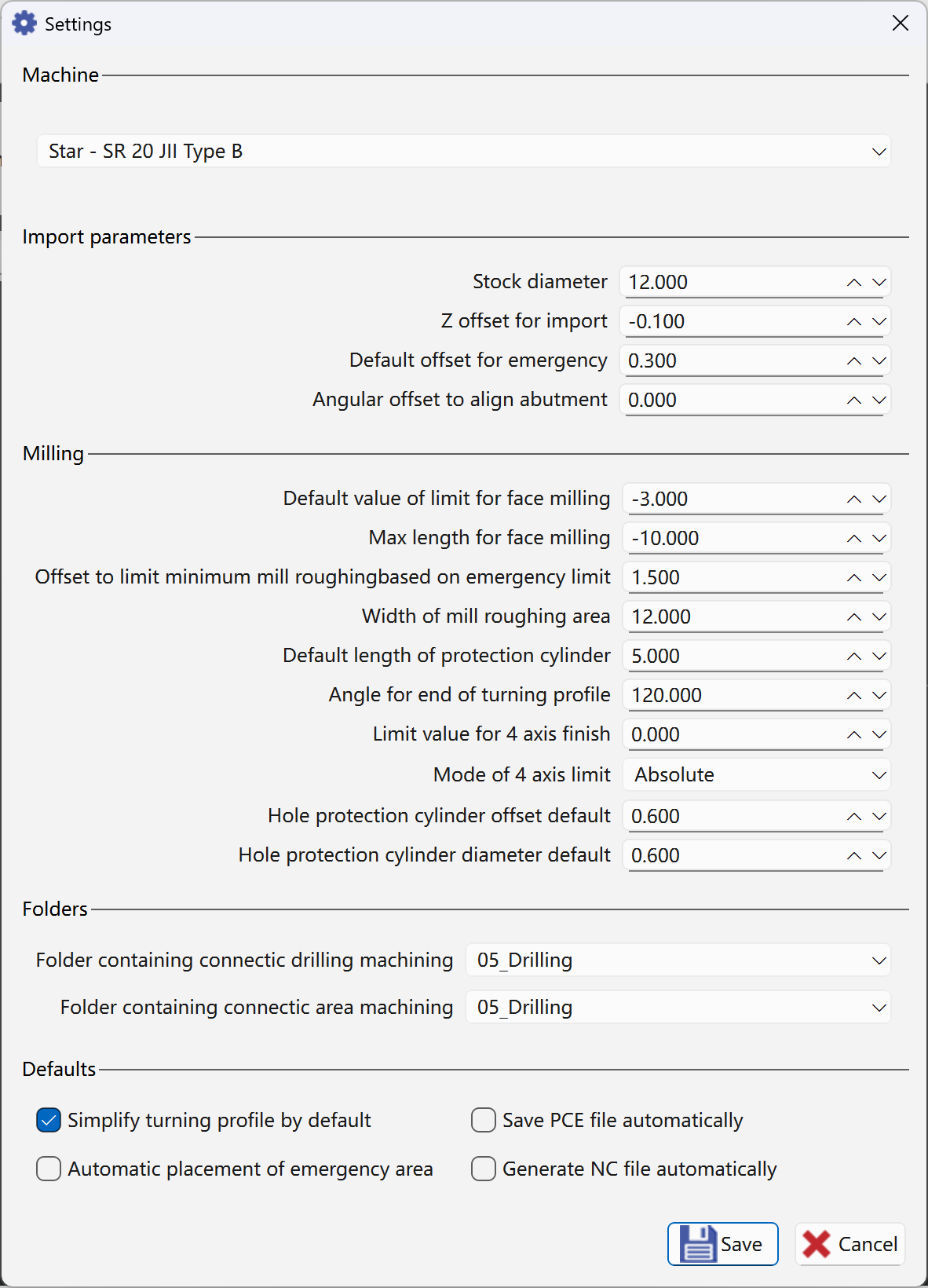
素材直徑 在機台文件中更改數值然後儲存機台 |
棒料直徑大小 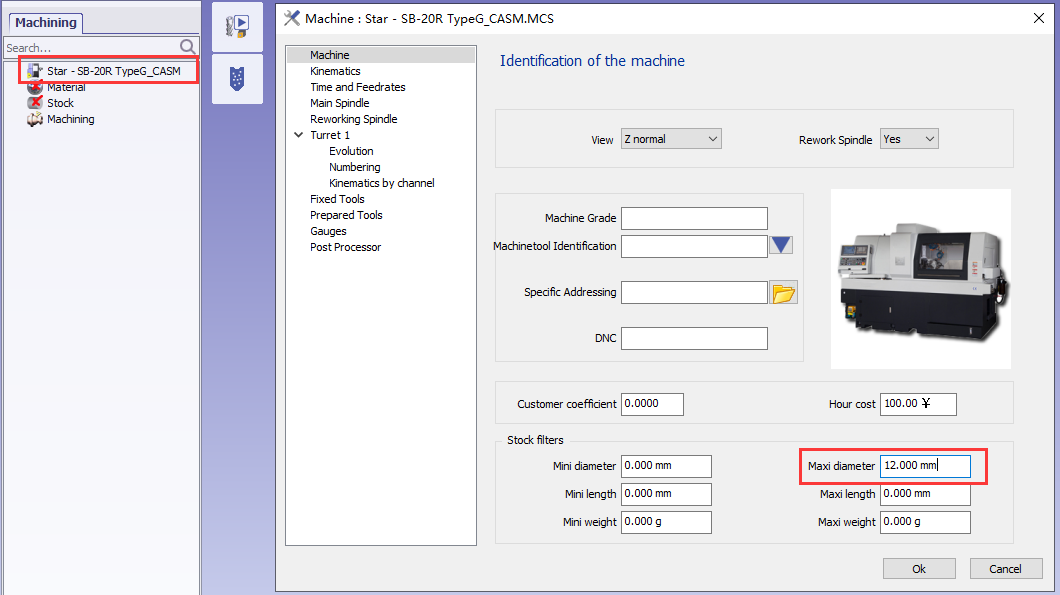
如果基座大於直徑,將會出現錯誤訊息 |
|
導入的 Z 偏移 |
根據 Z 0 定位解剖區域。 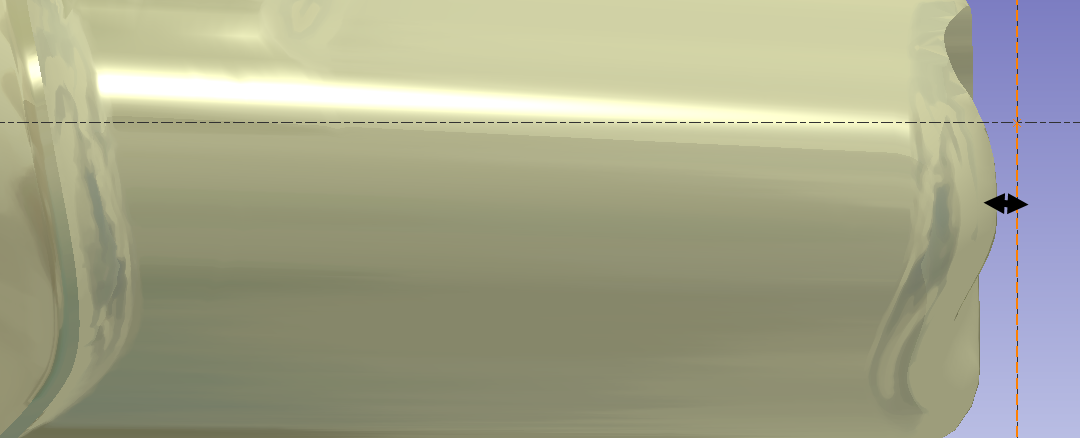
|
|
緊急情況的預設偏移 |
使用 2shape 文件,應用程式可以找到緊急點。我們可以為此點添加安全距離 |
|
對齊基座的角度偏移 |
根據機床,如果銑削刀具沿 X 值為 0,如果銑削刀具沿 Y 值必須為 90 |
|
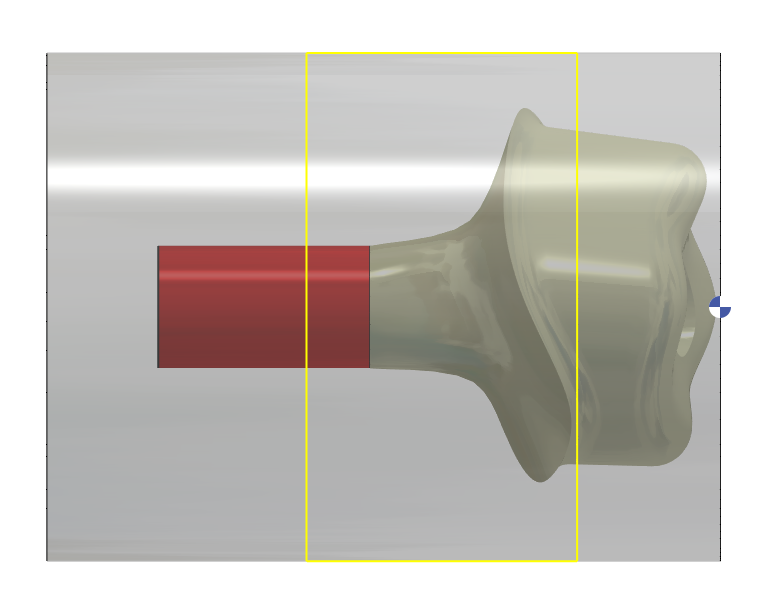
面銑削的預設極限值
|
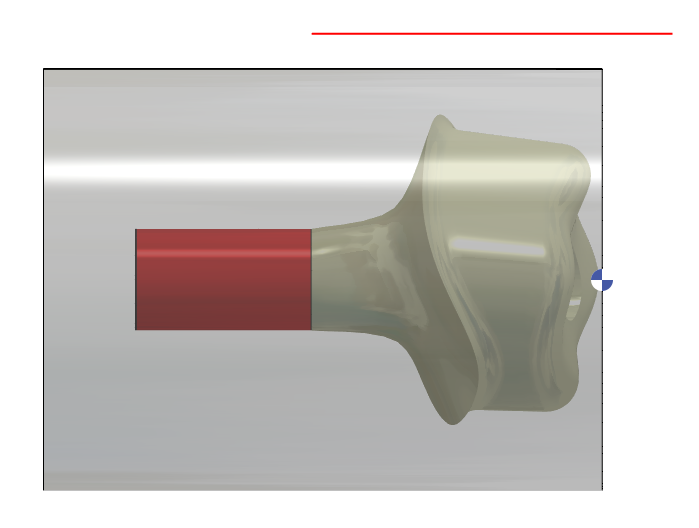
The default distance between the 藍色 line and the X axis. 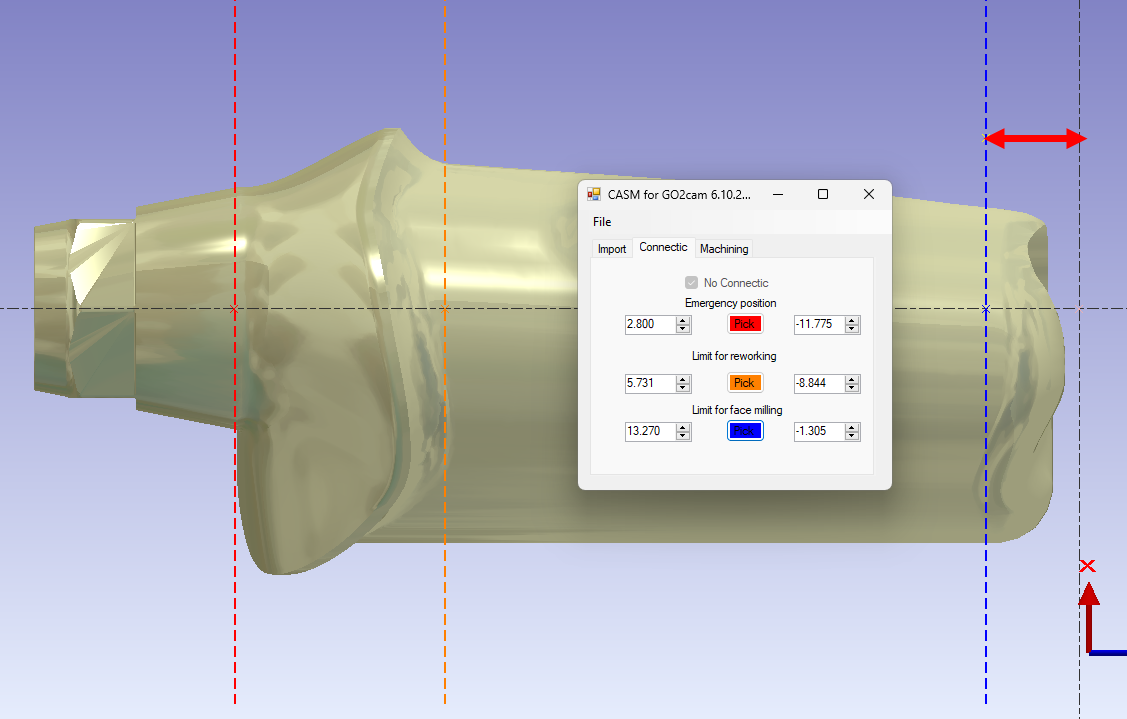
|
|
面銑削的最大長度 |
軸向刀具具有一些最大 Z 區域。 
|
|
偏移以限制最小銑削粗加工,基於緊急極限 |
銑削粗加工的安全距離 |
|
銑削粗加工區域的寬度 |
銑削粗加工區域的預設寬度 |
|
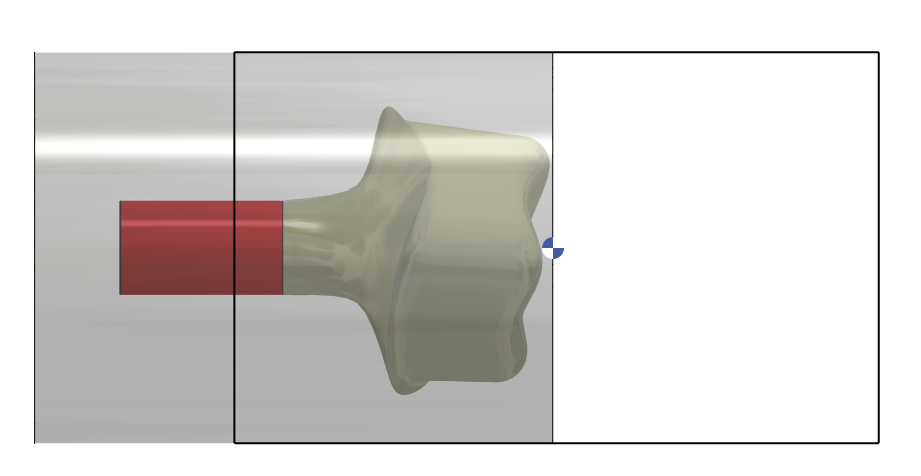
保護圓柱體的預設長度 |
建立的保護圓柱體的預設長度值 |
|
車削輪廓末端的角度 |
車削輪廓末端的預設角度值 |
|
4軸精加工的極限值 |
在孔辨識中,直徑小於或等於此值的圓柱面將被視為孔 |
|
4軸極限模式(絕對 / 相對於面極限) |
絕對 可以是負值 相對 用於節省時間並避免在同一區域有 2 個刀具路徑 |
|
孔保護圓柱體偏移預設值 |
建立的孔保護圓柱體的預設偏移值 |
|
孔保護圓柱體直徑預設值 |
建立的孔保護圓柱體的預設直徑值 |
|
包含連接鑽孔加工的資料夾 |
指定包含鑽孔加工的資料夾 |
|
包含連接區域加工的資料夾 |
指定包含區域加工的資料夾 |
|
預設簡化車削輪廓 |
預設建立簡單車削輪廓 |
|
自動儲存 PCE 文件 |
GO2cam 文件 (PCE) 儲存在與 STL 文件相同的資料夾中 |
|
緊急區域的自動放置 |
自動建立緊急區域 |
|
自動生成 NC 文件 |
計算後,NC 文件在 STL 文件相同的資料夾中創建 |
2 - 建立的幾何圖形
|
圖層 |
註釋 |
圖片 |
|---|---|---|
|
1 |
素材和用於素材的 2D 幾何圖形 |

|
|
20 |
2D 幾何圖形用於輔助創建 4 軸實體(圖層 102)。 |
|
|
101 |
STL 文件 + 連接區域保護 + 孔上的 CAP 曲面 |
|
|
102 |
在曲面上建立的實體可用於 4 軸加工 |
|
|
104 |
面銑削線 可用於車削加工中的面銑削 |
|
|
105 |
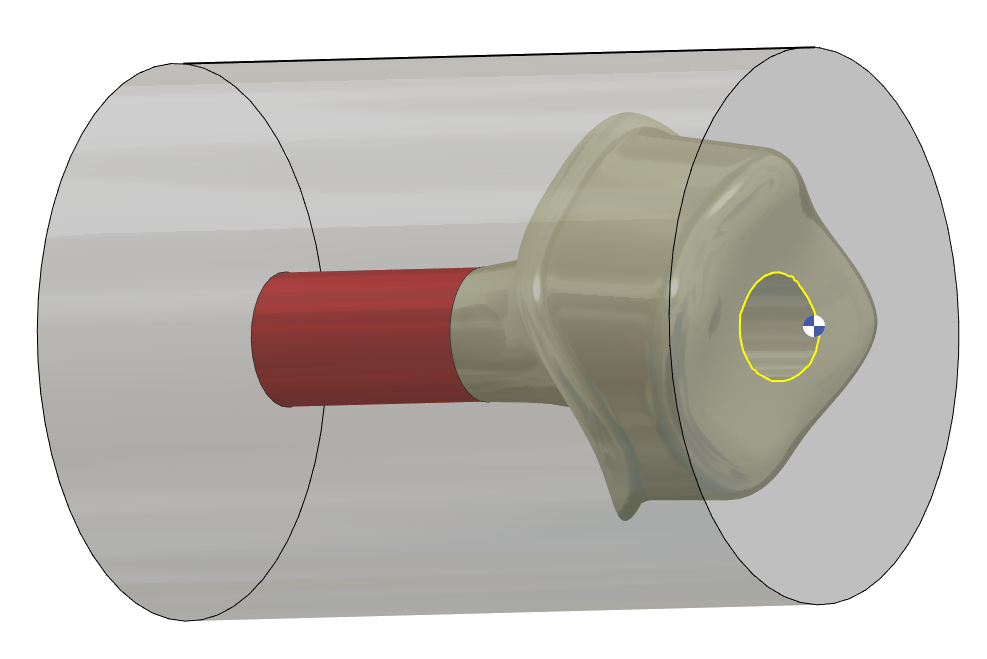
切斷線 可用於車削加工中的切斷操作(STL 末端) |
|
|
106 |
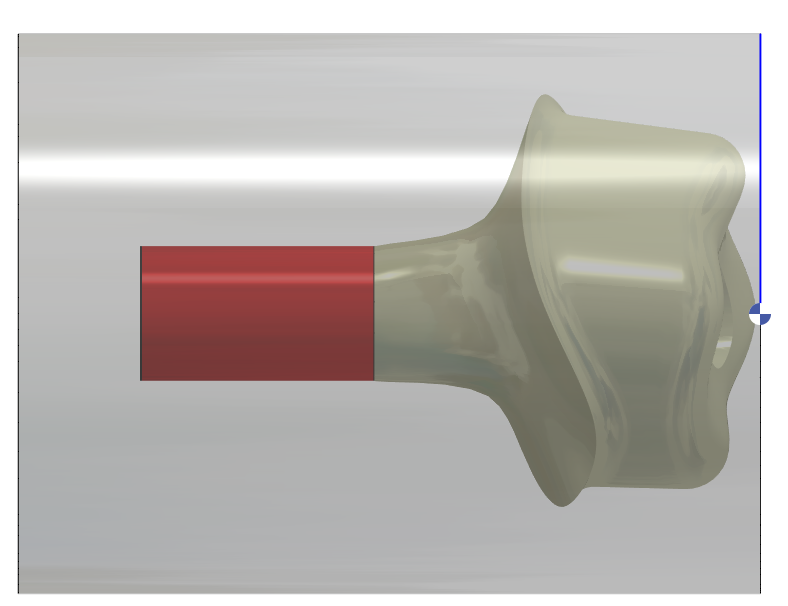
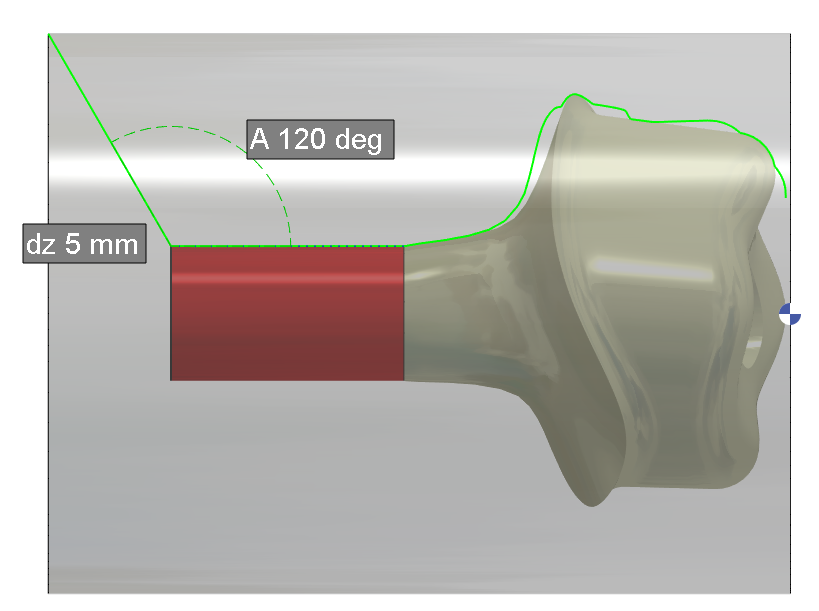
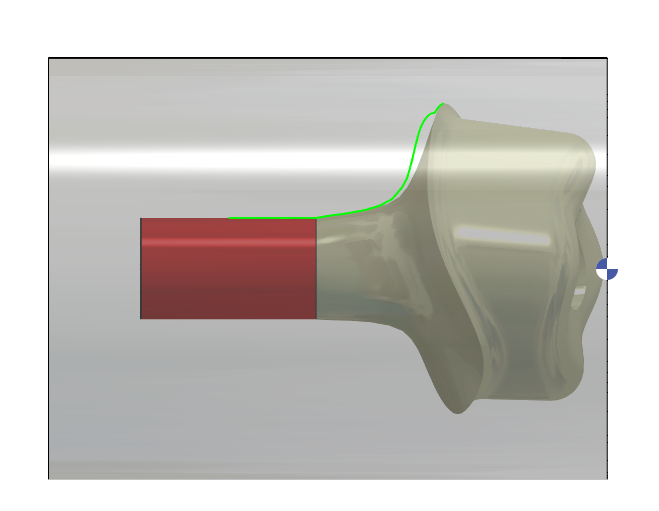
車削輪廓 基於 STL 輪廓,不含連接區域,加上 5 毫米和 120 度 長度和角度在應用程式中固定 |
|
|
107 |
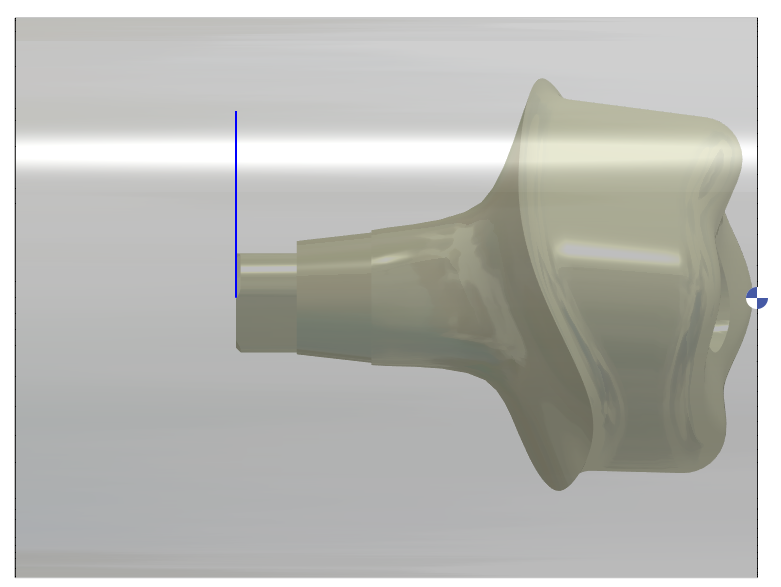
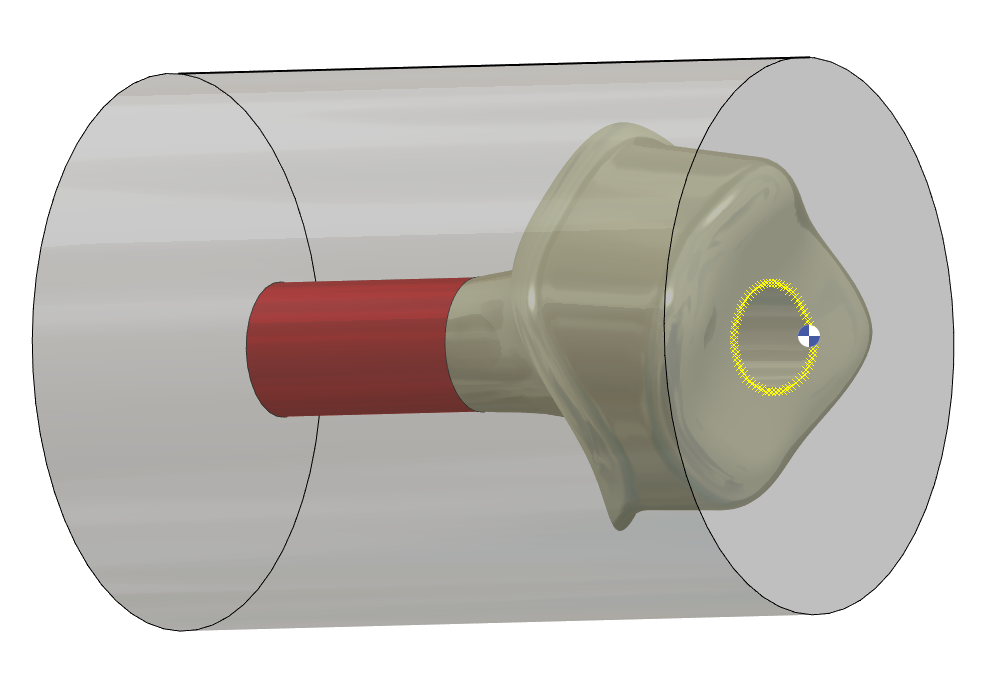
4 軸刀具路徑的限制 可從參數對話框設置 Z 起始點 終點始終在連接區域 |
|
|
109 |
用於背刀加工的車削輪廓 (一些用戶使用此方法避免在連接區域和邊緣線之間進行殘料加工) |
|
|
112 |
用於在孔上建立 CAP 曲面的點 |
|
|
113 |
用於在孔上建立 CAP 曲面的曲線 |
|
|
120 |
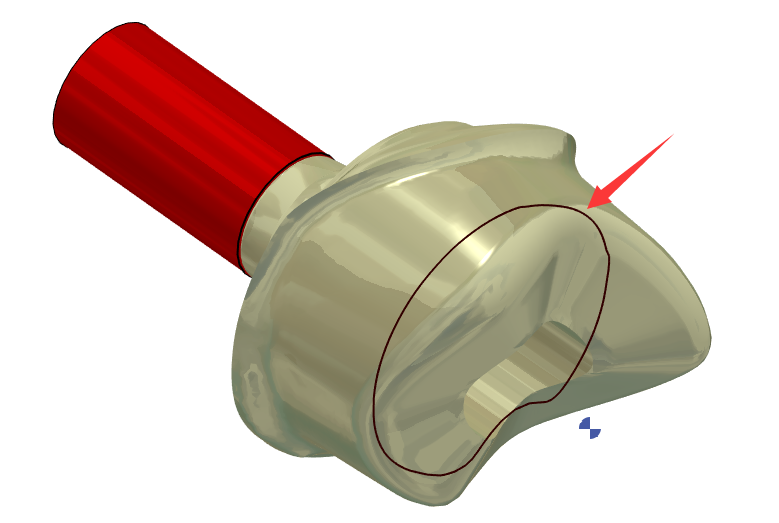
C0 和 C180 的銑削再加工極限根據再加工線(橙色) |
|
|
121 |
C90 和 C270 的銑削再加工極限根據再加工線(橙色)和連接區域 |
|
|
122 |
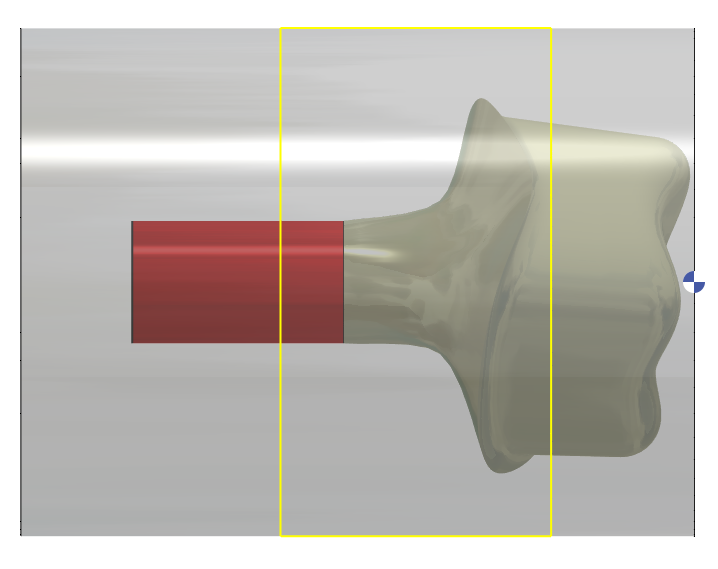
C0 和 C180 的銑削粗加工極限根據連接區域 |
|
|
123 |
用於限制軸向銑削的面 |
|
|
124 |
用於限制軸向銑削的曲線 |
|
|
160 |
2D 幾何圖形用於面銑削限制軸向銑削(圖層 123) |
|
|
206 |
用於定義連接區域的點 |
|
|
207 |
用於定義再加工區域的點 |
|
|
209 |
用於定義再加工區域的線 |
|
|
210 |
用於定義軸向銑削區域的點 |
|
|
211 |
用於定義軸向銑削區域的線 |
|
|
252 |
用於定義連接區域的線 |
|
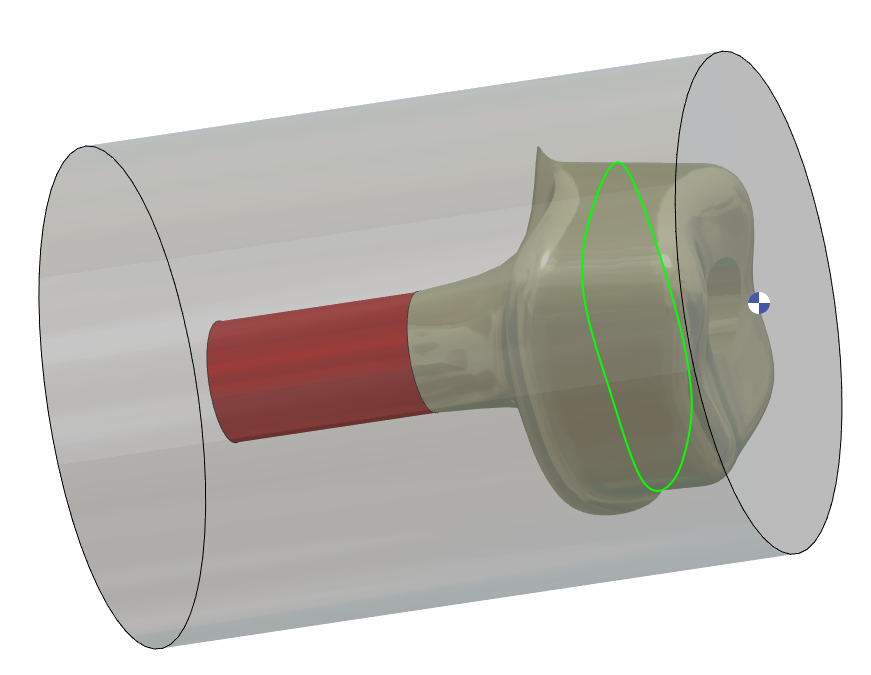
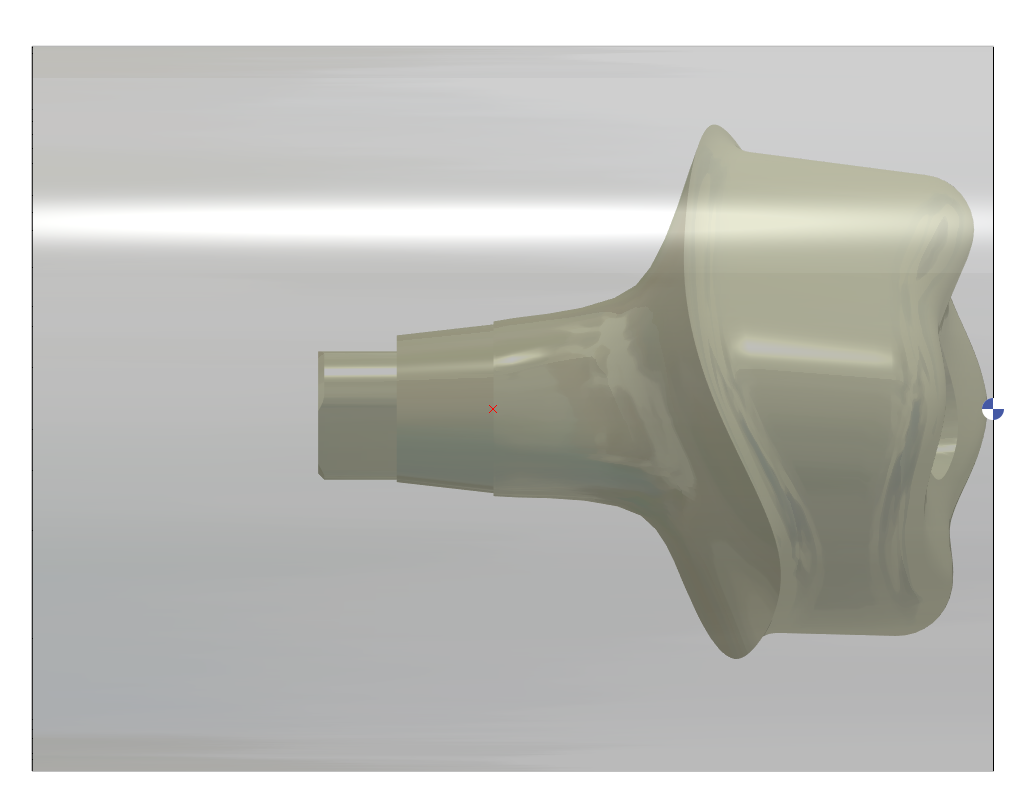
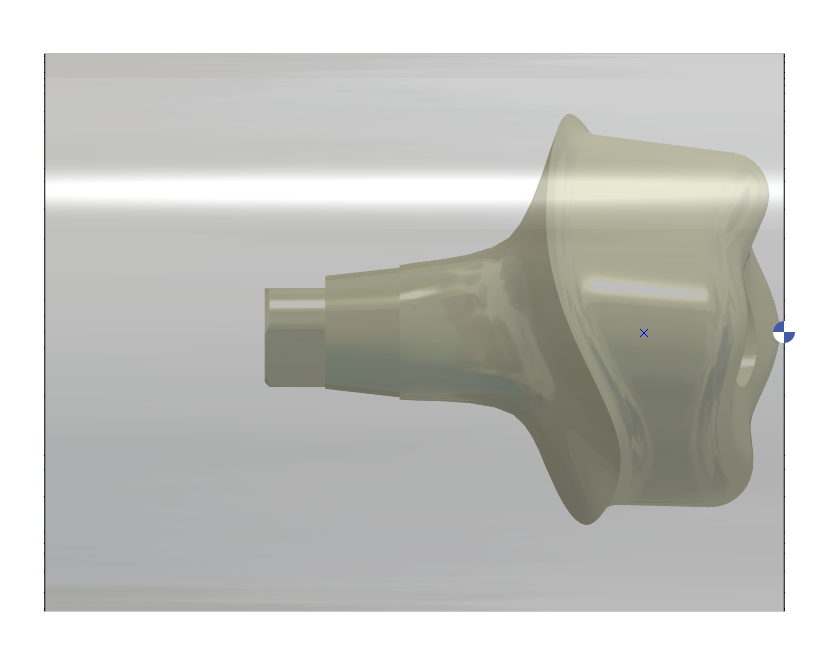
1 – CAP 曲面(圖層 #101)
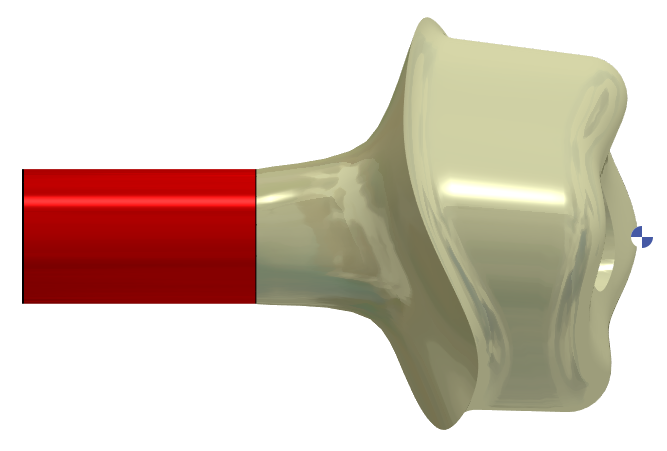
3 – 車削輪廓(基於 STL 文件的旋轉輪廓)(圖層 #106)
4 – 車削輪廓延伸 5 毫米然後 30 度直到創建 D12 毫米(圖層 #106)
2 – 4 軸精加工輪廓(圖層 #107)
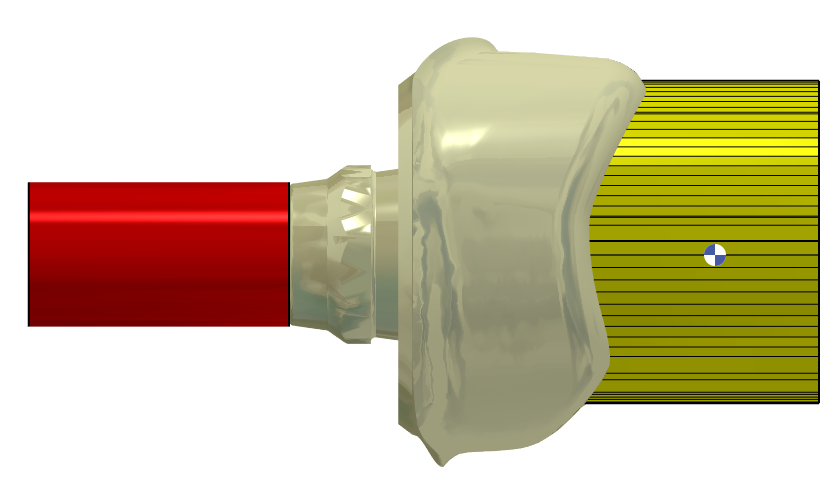
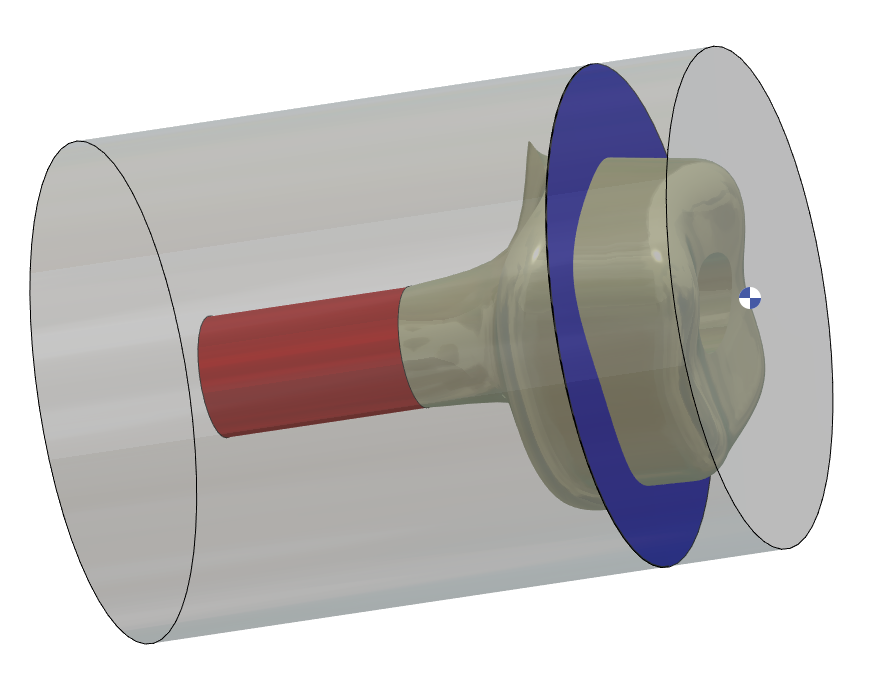
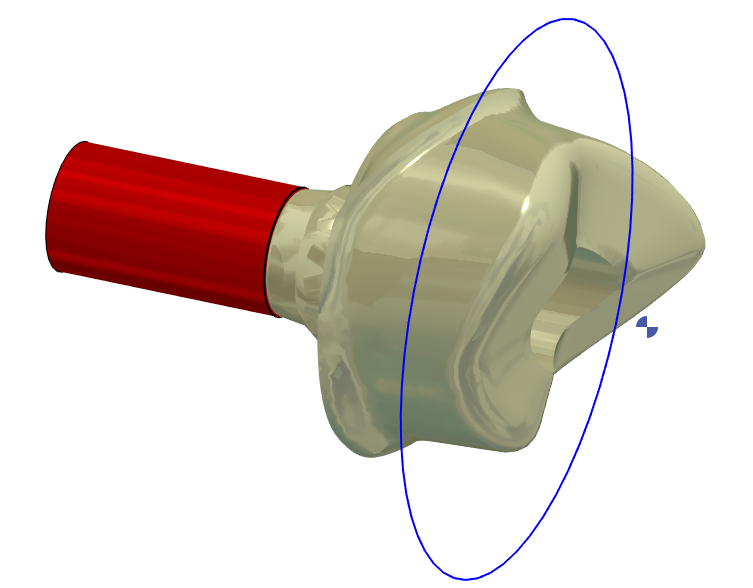
4 – 連接區域周圍的圓柱體,用於在 4 軸加工時保護它(圖層 #101)
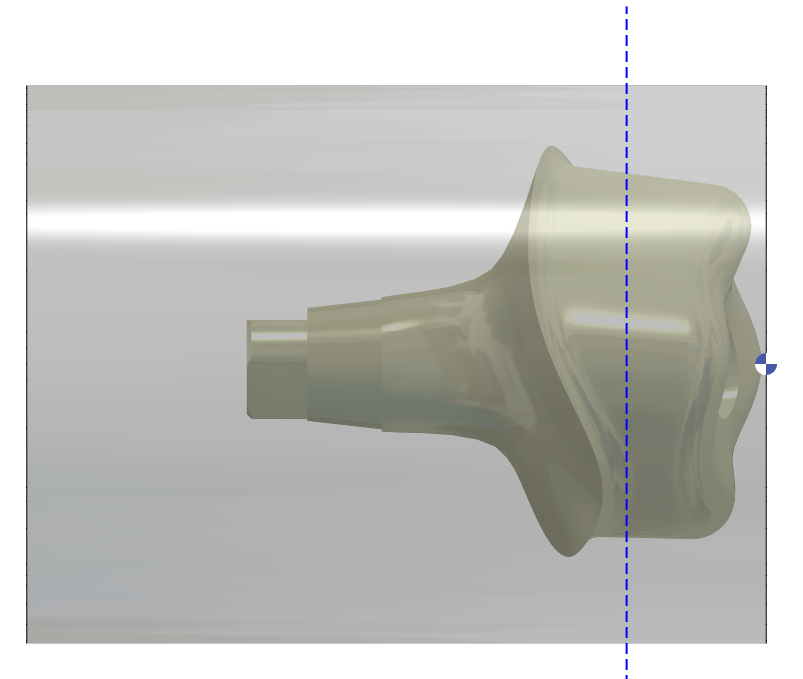
5 – 每隔 5° 創建一個平面。 C0 / C5 / C10 / C15/ C20/ C25…。
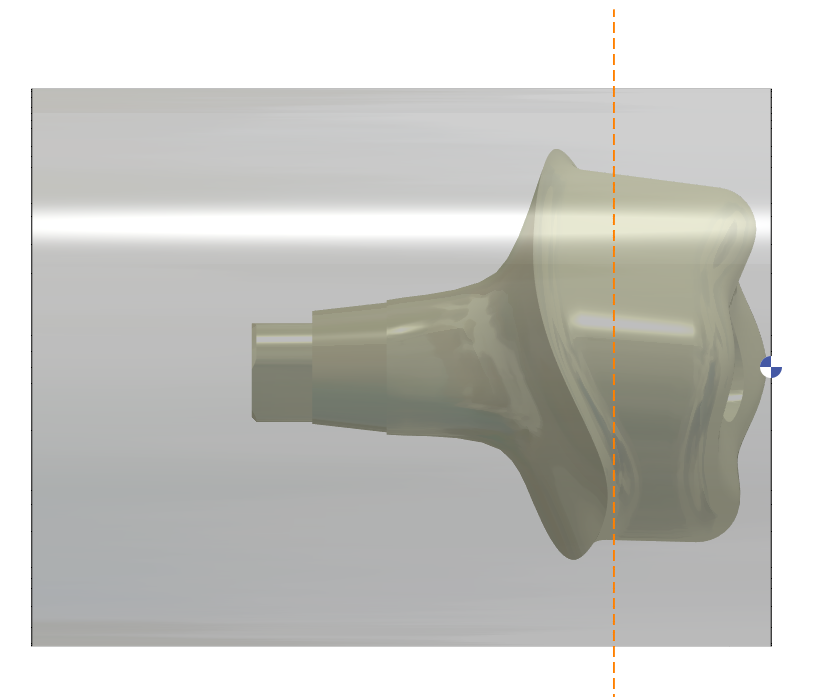
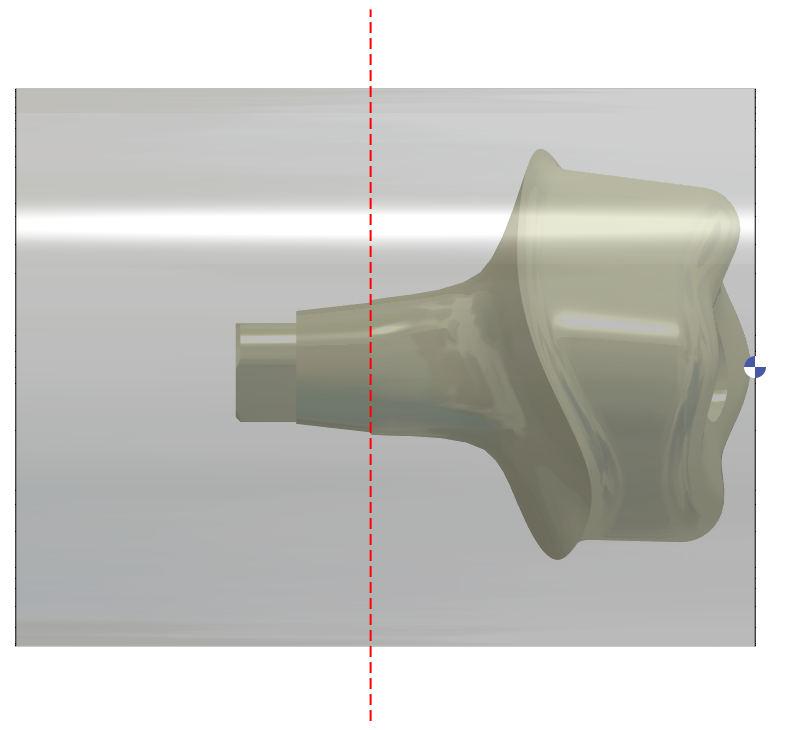
6 – STL 周圍的工作區域(可用於 C0 和 C180)– 區域從 stl 前方 10 毫米開始,在緊急線後方 1.5 毫米停止(圖層 #122)
7 – 兩個靠近邊緣的工作區域,通過再加工極限進行管理(可用於 C0 / C90 / C180 / C270 - 區域根據 Zmin(緊急線後方 1.5 毫米)和 Zmax(再加工點) - (圖層 #120 和圖層 #121)
V2.10.207 帶來了新的改進