變更 / 建立刀具
1 - 在資料庫中建立刀具
2 - 編輯 OPL
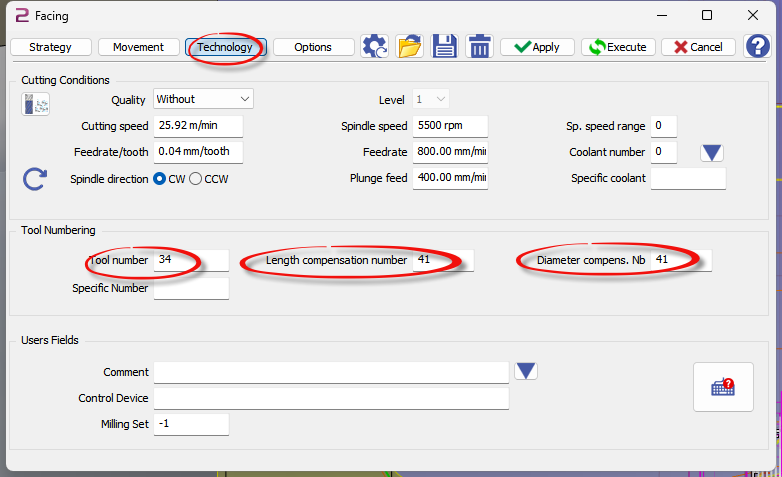
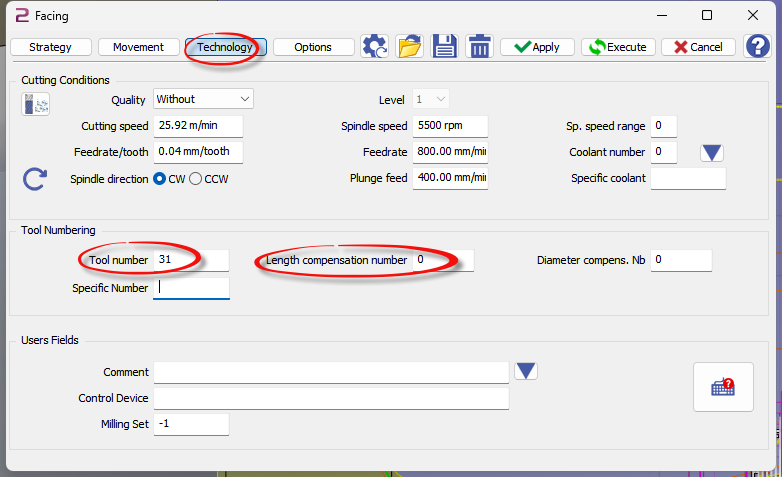
3 - 在 OPL 中輸入正確的刀具編號,若有需要請加入正確的刀具長度補償編號
|
T3441 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T41
|
|---|
|
T3100 M36 S5000 G17 M8 G0 C0. X20. Y0.006 T31 |
|---|
刀具路徑
粗加工
|
參考 (幾何圖形選擇) 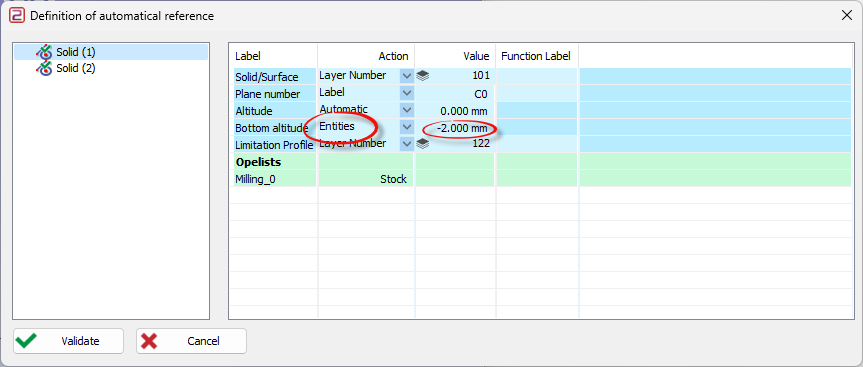
|
底部高度 = 圖元 值必須是刀具半徑 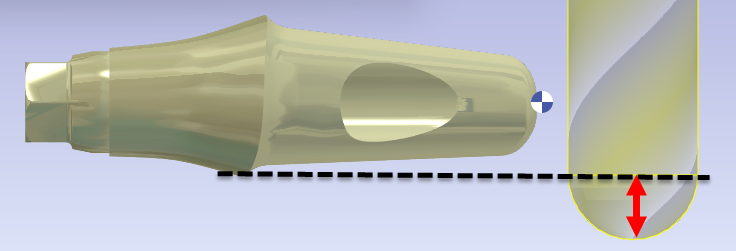
|
為了節省加工時間,將刀座放置在凹陷最少的位置非常重要 - 我們可以減少進刀次數
|
正確放置的最小 Z 深 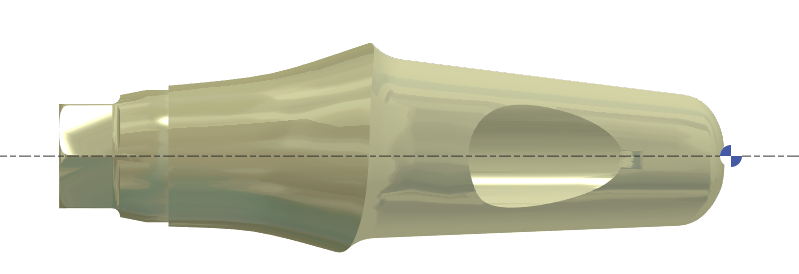
|
不正確的多次 Z 進刀 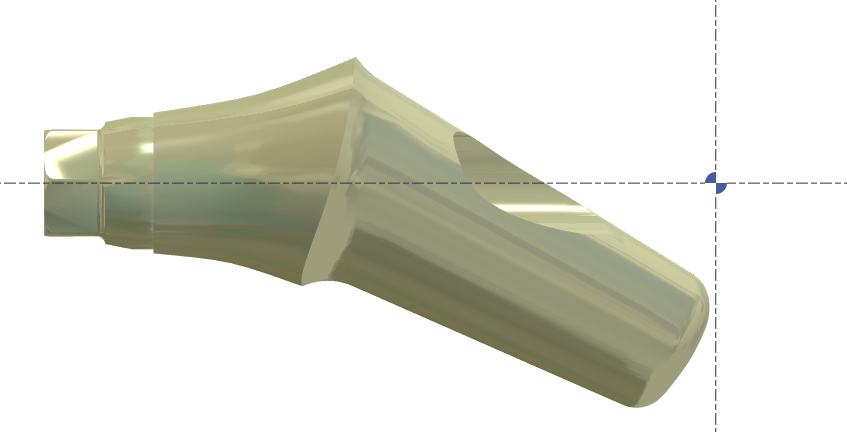
|
設置以獲得最小的空切
|
策略選項卡 |
移動選項卡 |
選項選項卡 |
|---|---|---|
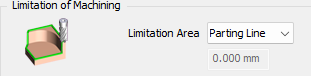
自動在分模線上停止。 |
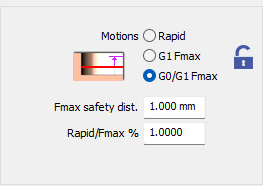
快速.Fmax % = 1 以獲得兩個刀路間連接的最大 G0 |

值 = 0.1 這裡的素材是車削加工後的,所以素材非常光滑 不需要設定小的公差 |
強制刀具路徑從外部到內部開始 |
|
|
避免退刀移動。 刀具按區域工作 |
|
|
4軸
自動參考:
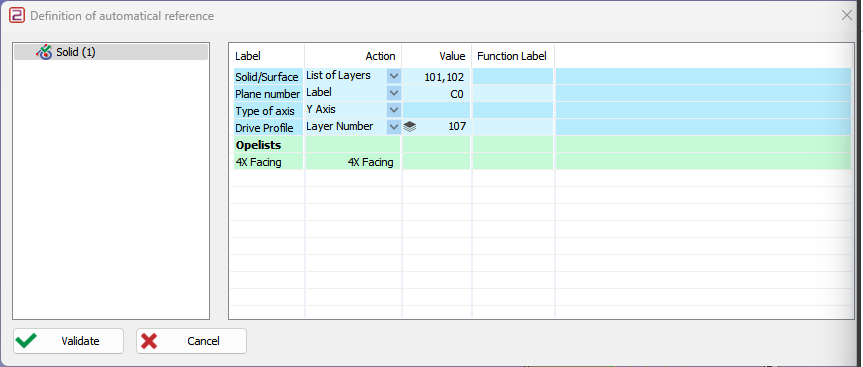
101: STL 文件 + 紅色圓柱體保護連接區域
102: 背面的實體,避免觸碰咬合面
107: 用於 4 軸刀具路徑的導引線 - 長度可在設定中調整
注意: (無 MTE)
|RSTATE|0|180.000000
||RSTATE|1|270.000000|
|
選項選項卡 |
|
|---|---|
|
|
|
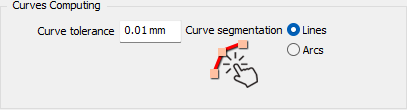
曲線公差 = 0.01 
|
曲線公差 = 0.1 
|
編輯鑽孔加工
|
..\opelist\casm\02_Drilling 
|
|
右鍵點擊打開選單,然後選擇「策略編輯」 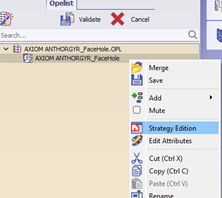
|
點擊紅色圖示 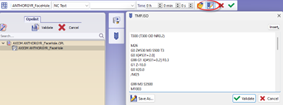
|
|
變更您的 NC 代碼 – 然後儲存 
|
將檔案儲存至: ..\opelist\casm\02_Drilling |
編輯連接區域加工
|
..\opelist\casm\08_Connecting Area 
|
|
右鍵點擊打開選單,然後選擇「策略編輯」 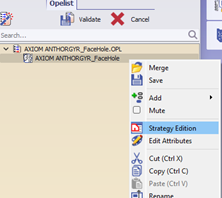
|
點擊紅色圖示 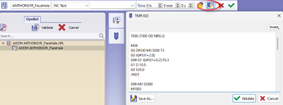
|
|
變更您的 NC 代碼 – 然後儲存 
|
將檔案儲存至: ..\opelist\casm\0 8_Connecting Area |
變更刀具 - 若無 MTE,加工將會變更
1 – 在資料庫中建立您的新刀具
2 – 在 MTE 中載入您的刀具
3 – 儲存 FMO
4 – 新檔案以檢查刀具是否在機台上
5 – 編輯 OPL 背車削並變更刀具 (您可以替換之前的 OPL 或建立新的)
請依照影片操作!
V6.07.207
-
4 軸刀具路徑 = 刀具路徑更平順,S1 的旋轉速度恆定,因此我們可以使用 0.01 作為公差
-
用於保護連接區域的最小直徑