循環 : 面銑挖槽, 挖槽, 挖槽+輪廓, 挖槽再加工, 粗銑/再加工, 面粗銑, 挖槽 - 外形, 平面精加工
|
|
觀看頁面底部的影片: 點擊此處 |
如果切削條件對刀具來說很嚴苛,例如全寬切削或高進給率,GO2cam 提供兩種解決方案:
|
|
進給率降低: 能夠根據步進值編程進給率的降低。 |
|
|
螺旋加工: 螺旋運動定義在關於步進值的關鍵區域。 |
進給率降低
HSM 模式,可在某些區域調節進給率。這些區域是步進百分比超過的區域。當刀具在實體材料中切削以及在兩個 XY 通道之間時,尤其會發生這種情況。
|
|
每個進給率降低的地方都用此符號標示。 |
定義進給率的調製:
a. 處理最大步進值
參數:選擇
進給率降低
.
b. 進給率降低係數
:這是應用於建議降低進給率的區域的值。此值介於
0
和
1
之間,並根據技術頁面中給定的值定義。例如,
0.5
是該值的一半。
c. 最大步進係數
:用於生成降低或不降低的容差,值介於
0
和
1
之間。值越大,涉及的區域越多。
|
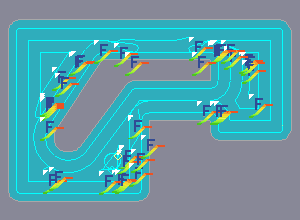
最大重疊 % = 0.3 |
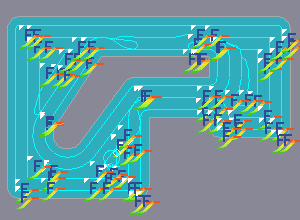
最大重疊 % = 0.9 |
|
|
螺旋加工
螺旋加工由連續的螺旋進刀切削材料的“切片”組成。主要特徵是切削深度(10 至 20 毫米)和不尋常的圓角刀具路徑。
這種加工模式通過使用高主軸轉速和進給率來優化您的機器性能。編程螺旋加工可大大縮短加工時間,最多可達 40%。

|
在 GO2cam 中,您不僅可以編程自動螺旋加工,還可以調整其有用或無用的區域! |
輸入 最大步進係數 ,它有兩個功能:
-
如果最大步進係數大於 步進值(刀具比例) ,則螺旋運動不會在所有地方編程,只會在角落編程。否則,所有刀具路徑都將採用螺旋運動。
-
最大步進係數決定了螺旋環的大小。
刀具直徑為 4 毫米 ,最大步進係數為 0.2 (20%):螺旋半徑為 0.4 毫米。
|
步進值為 0.75,最大步進係數為 0.5 刀具直徑 = 4 毫米 螺旋半徑 = 2 毫米 |
步進值為 0.75,最大步進係數為 0.9 刀具直徑 = 4 毫米 螺旋半徑 = 3.6 毫米 |
|

|