1 一般資訊
|
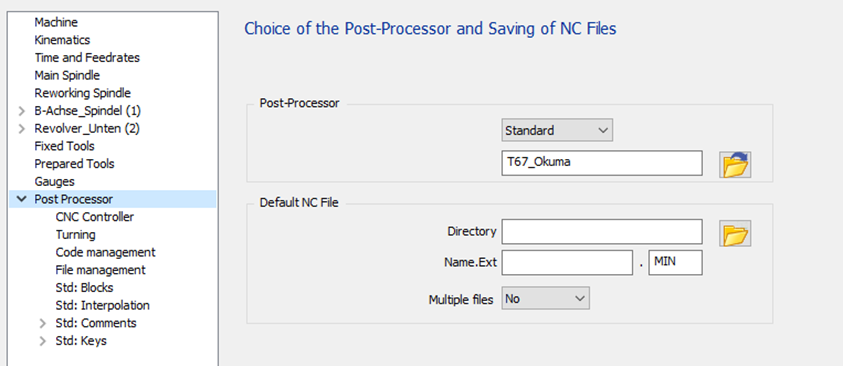
標準包含四個配置頁面來管理所有可用的選項:
|
|
2 CNC 控制器頁面
|
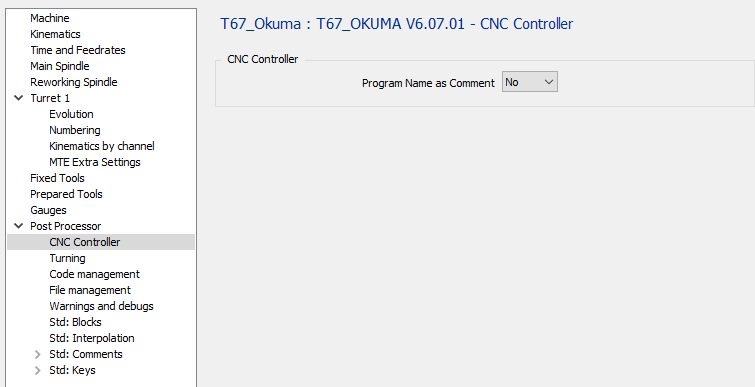
2.1 CNC 控制器 - 程式名稱作為註解
|
選項 |
結果 |
|
否 |
… … M30 % |
|
是 |
(零件名稱) … … M30 % |
3 車削頁面
|
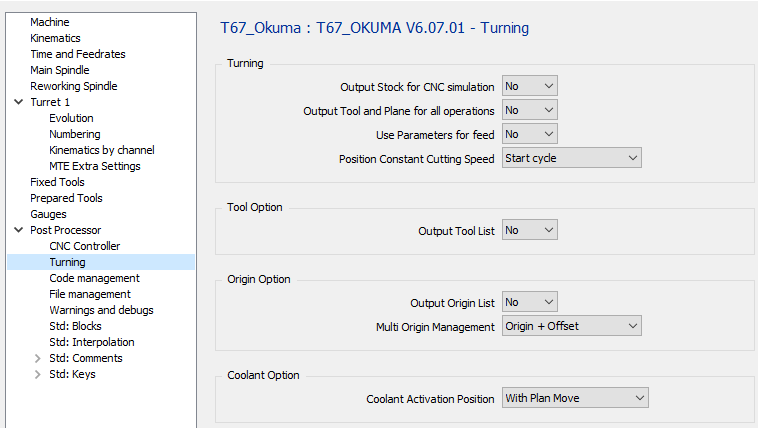
3.1 車削 – 為 CNC 模擬輸出素材
T67_Okuma 標準後處理程式沒有輸出素材。
|
選項 |
結果 |
|
否 |
T0101 … … |
|
是 |
T0101 … … |
3.2 車削 – 為所有操作輸出刀具與平面
|
選項 |
結果 |
|
否 |
O1000 (面銑) TD=010001 M323 G00 X20 Z2 … … (粗銑) G00 X20 Z2 … … |
|
是 |
O1000 (面銑) TD=010001 M323 G00 X20 Z2 … … (粗銑) TD=010001 M323 G00 X20 Z2 … … |
3.3 車削 – 使用參數作為進給
|
選項 |
結果 |
|
否 |
… TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
是 |
VSET F1 = 0.1 TD=010001 M323 G00 X20 Z2 G01 Z-20 G95 F=F1 … … |
3.4 車削 – 位置恆定切削速度
|
選項 |
結果 |
|
啟動循環 |
TD=010001 M323 G50 S9000 G110 G96 S40 M04 G00 G90 X44.8 Z2.4 … |
|
開始加工 |
TD=010001 M323 G97 S284 M04 G00 G90 X44.8 Z2.4 G50 S9000 G110 G96 S40 M04 G42 G01 G95 Z0. F0.1 … |
3.5 刀具選項 – 輸出刀具列表
|
選項 |
結果 |
|
否 |
… TD=010001 M323 … … |
|
是 |
… (刀具列表開始) (T1 CMNG 04) (T2 ...) (T3 ...) (刀具列表結束) TD=010001 M323 … … |
3.6 原點選項 – 輸出原點列表
No output for T67_Okuma standard
3.7 原點選項 – 多原點管理
標準 T67_Okuma 無變更。Okuma 無多原點管理。
|
選項 |
結果 |
|
僅原點 |
… |
|
原點 + 偏移 |
… |
配備 B 軸機台:
原點偏移透過傾斜平面功能 G127 和 G 程式碼 G174 輸出。
3.8 冷卻液選項 – 冷卻液啟動位置
第二和第三個選項將為車削操作輸出相同結果。
使用動力刀具進行銑削操作時會有差異。
|
選項 |
車削操作 |
銑削操作 (動力刀具) |
|
使用主軸 |
… TD=010001 M323 S1000 M03 M08 G00 X15 Z2 … |
… TD=010001 M323 S1000 M03 M08 G00 X15 C0 Z2 … |
|
使用平面移動 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15 C0 M08 Z2 … |
|
使用下刀移動 |
… TD=010001 M323 S1000 M03 G00 X15 Z2 M08 … |
… TD=010001 M323 S1000 M03 G00 X15. C0 Z2 M08 … |
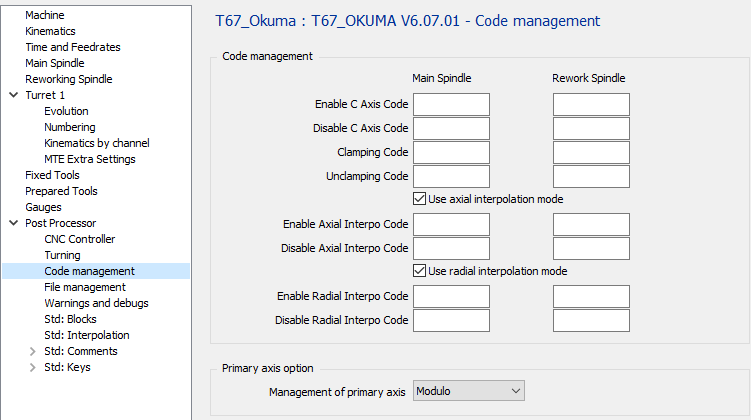
4 程式碼管理頁面
|
4.1 程式碼管理 – 啟用 C 軸程式碼
如果欄位為空,預設程式碼為 M110。
|
選項 |
結果 |
|
“空白” |
… TD=010001 M323 S1000 M03 G17 M11 0 G28 G90 H0 C10 … |
|
M51 |
… TD=010001 M323 S1000 M03 G17 M51 G28 G90 H0 C10 … |
4.2 程式碼管理 – 停用 C 軸程式碼
如果欄位為空,預設程式碼為 M109。
|
選項 |
結果 |
|
“空白” |
… X200 M109 M09 … |
|
M50 |
… X200 M50 M09 … |
4.3 程式碼管理 – 夾持程式碼
如果欄位為空,預設程式碼為 M147。
|
選項 |
結果 |
|
“空白” |
… C10 M147 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
4.4 程式碼管理 – 解夾程式碼
如果欄位為空,預設程式碼為 M146。
|
選項 |
結果 |
|
“空白” |
… G00 Z20 M146 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
4.5 程式碼管理 – 使用軸向插補模式
如果機台沒有輸出軸向插補的程式碼,則可以分解處理。
不輸出圓弧插補,不使用刀具偏移
|
選項 |
結果 |

|
輸出軸向操作(含插補) |

|
輸出軸向操作(分解) |
4.6 程式碼管理 – 啟用軸向插補程式碼
|
選項 |
結果 |
|
“空白” |
… G01 Z-5 … |
|
G112 |
… G01 Z-5 G112 … |
4.7 程式碼管理 – 停用軸向插補程式碼
|
選項 |
結果 |
|
“空白” |
… G00 Z20 … |
|
G112 |
… G113 G00 Z20 … |
4.8 程式碼管理 – 使用徑向插補模式
如果機台沒有使用插補的程式碼選項,則可以分解處理。
不輸出圓弧插補,不使用刀具偏移
|
選項 |
結果 |

|
輸出軸向操作(含插補) |

|
輸出軸向操作(分解) |
4.9 程式碼管理 – 啟用徑向插補程式碼
|
選項 |
結果 |
|
“空白” |
… … |
|
G107 |
… G107 … |
4.10 程式碼管理 – 停用徑向插補程式碼
|
選項 |
結果 |
|
“空白” |
… … |
|
G107 |
… G107 C0 … |
4.11 主軸選項 – 主軸管理
|
選項 |
結果 |
|
模組 |
… C0 … C359 C0 … |
|
線性 |
… C0 … C359 C360 … |
|
增量 |
不透過機台管理。將使用模組。 |
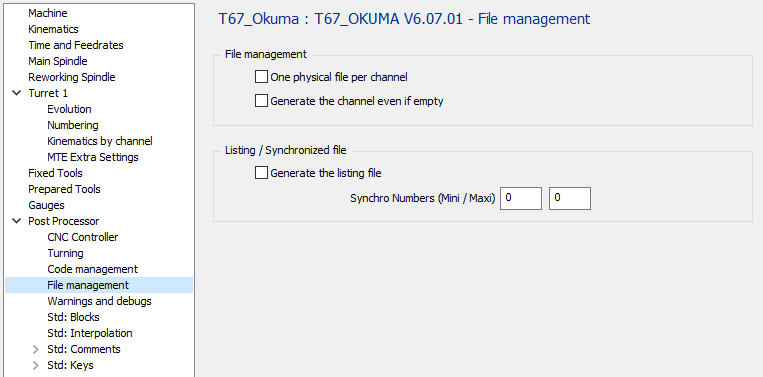
5 檔案管理頁面
|
5.1 檔案管理 – 每個通道一個實體檔案
|
選項 |
檔案 1 |
檔案 2 |
|
|
(第一通道程式) … … M30
(第二通道程式) … … M30 |
|
|
|
(第一通道程式) … … M30 |
(第二通道程式) … … M30 |
5.2 檔案管理 – 即使通道為空也生成通道
|
選項 |
結果 |
|
|
如果通道為空,則不輸出程式。 |
|
|
如果通道為空,則輸出程式但為空。 (僅輸出 O1001 和 M30) |
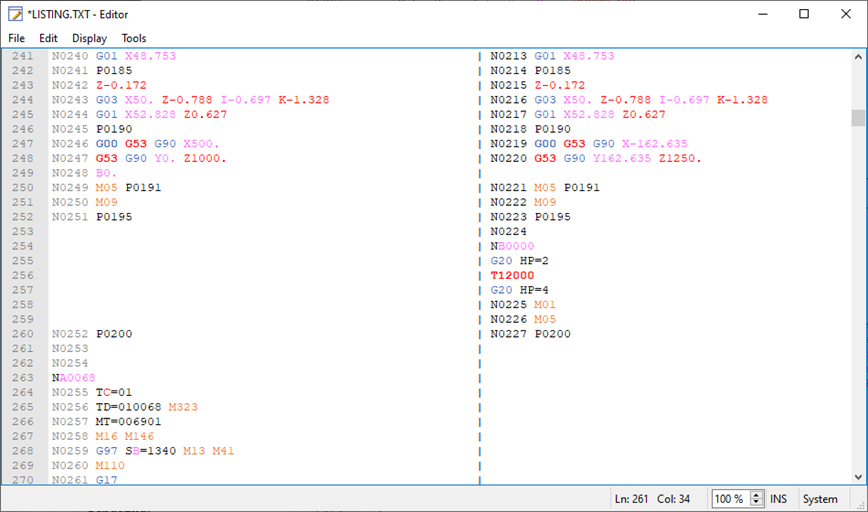
5.3 列表 / 同步檔案 – 生成列表檔案
您需要設定同步號碼的最小值和最大值才能輸出列表。
|
選項 |
結果 |
|
|
不生成檔案以查看通道之間的同步。 |
|
|
生成檔案以查看通道之間的同步。 |
名稱為 Listing.TXT 的檔案將被暫時生成並顯示。
|
5.4 列表 / 同步檔案 – 同步號碼 (最小值 / 最大值)
在此定義同步號碼(例如 1 – 9000)。
後處理程式將在這些最小值和最大值之間搜索同步號碼,以生成 Listing.TXT 檔案。
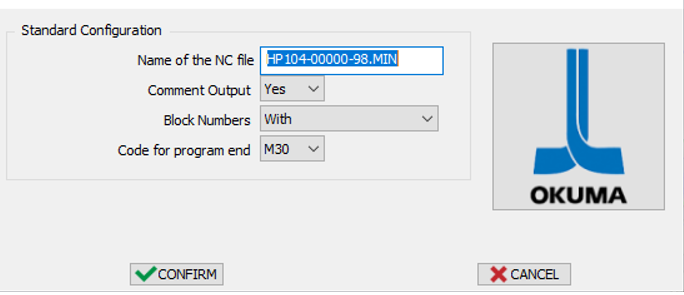
6 啟動頁面
|
6.1 NC 檔案名稱
在此定義生成的 NC 檔案名稱。
副檔名在 MCF 配置中定義。
6.2 註解輸出
|
選項 |
結果 |
|
否 |
… … TD=010001 M323 … … |
|
是 |
… … (面銑) (CNMG 04) T0101 … … |
6.3 程式碼塊編號
|
選項 |
結果 |
|
有 |
N0001 TD=010001 M323 N0002 G00 X10 Z20 N0003 Z10 … … N0010 TD=010002 M323 N0011 G00 X20 Z20 N0012 Z10 … … |
|
無 |
TD=010001 M323 G00 X10 Z20 Z10 … … TD=010002 M323 G00 X20 Z20 Z10 … … |
|
僅換刀 |
N0001 TD=010001 M323 G00 X10 Z20 Z10 … … N0002 TD=010002 M323 G00 X20 Z20 Z10 … … |
6.4 程式結束程式碼
|
選項 |
結果 |
|
M30 |
… … … M30 |
|
M02 |
… … … M02 |
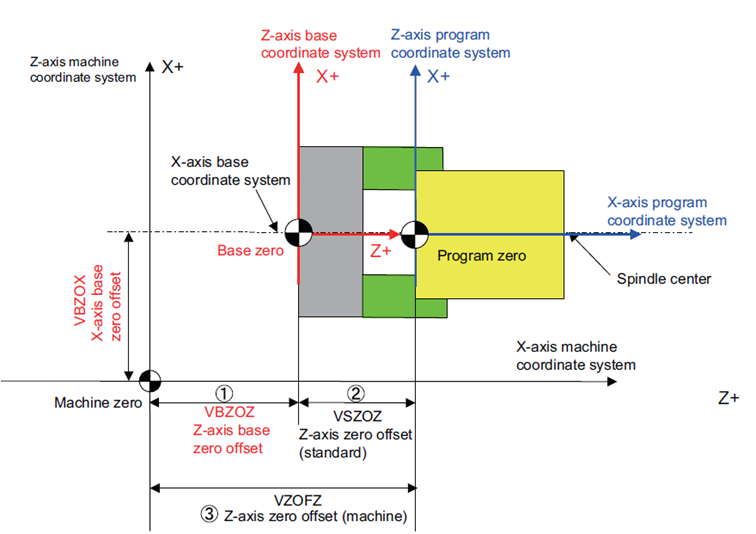
7 特定資訊
7.1 MTE 從機台原點移動
由於點是在機台座標系中給出的,如果存在兩個不在 180 度的刀塔,您必須重新計算 X 值,以便在刀塔座標系中輸出正確的值。
在 Okuma 機台上不使用程式原點。我們必須使用機台變數進行程式設計,才能從機台原點程式設計固定點。
我們也必須取消刀具偏移。
要程式設計相對於機台零點且無刀具偏移的 Z 位置,我們必須程式設計以下幾行:
Z=[<要達到的 Z 位置> - VZOFZ – VZSHZ - VETFZ]
X=ABS[<要達到的 X 位置> - VZOFX – VZSHX- VETFX]
VZSHZ 是目前添加到作用偏移的移動量。
VETFZ 是 Z 軸上當前作用的刀具偏移。
|