此選項用於多種加工循環,具有不同的目的和行為。
請使用螢幕右側的 樹狀圖 。
Cycle: 粗車、// 粗車、平衡粗車、粗車刀步、精車 / 精車直徑/端面、平衡精車
定義
這些指令用於定義導引點和刀具路徑的計算。
偏移類型,用於 粗車、// 粗車、粗車刀步、精車
它允許考慮或不考慮刀具半徑補償。
下拉選單提供:
-
左側: ISO 代碼生成指令 G41。
-
中心: ISO 代碼生成指令 G40(無補償)。
-
右側: ISO 代碼生成指令 G42。
此偏移類型適用於 精車直徑/端面 僅。
偏移類型,用於精車直徑/端面
它允許考慮或不考慮刀具半徑補償。
下拉選單提供:
-
使用: ISO 代碼根據所選的刀具路徑類型生成指令 G41 或 G42。
-
不使用: 不編程補償。
刀具路徑
刀具路徑由 GO2cam 計算,並考慮或不考慮刀具半徑。下拉選單提供:

|
零件(刀具中心): GO2cam 不計算偏移刀具路徑。ISO 編程遵循幾何輪廓。如果刀具無法通過,GO2cam 將重新計算新的適當路徑並管理碰撞。 |

|
刀具中心:
GO2cam 根據加工類型(見上文)計算右側的刀具偏移刀具路徑。
|

|
虛擬刀尖: GO2cam 計算刀具路徑並管理碰撞。半徑在 GO2cam 刀具面板中正確完成。象限號被考慮在內。 |

|
零件(虛擬刀尖): GO2cam 在循環間隙和快速移動中正確管理刀具路徑,特別是帶有刀具補償時。 |
零件(刀具中心)編程
在此情況下,必須在機台中輸入刀片半徑值。
偏移類型:
左側(生成 G41)
右側(生成 G42)
刀具路徑:
零件(刀具中心)
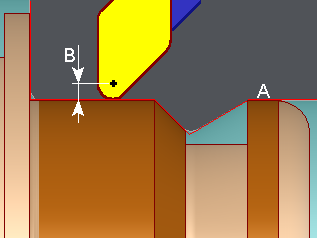
A。
編程的刀具路徑
B。
CNC 中包含的刀片半徑補償。
刀具中心編程
在此情況下,機台中完成的刀片半徑不被考慮。
偏移類型:
中心
刀具路徑:
刀具中心
GO2cam
根據編程的加工類型,在零件右側編程刀片中心刀具路徑。
如果我們完成 偏移類型 = 左側或右側 , GO2cam 編程 G41 或 G42 補償。由於考慮了刀片半徑補償,其效果是通過機台生成額外的偏移。
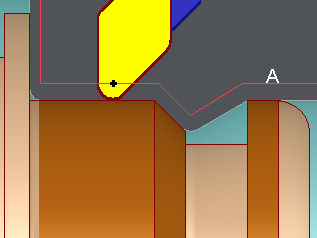
A。 編程的刀具路徑
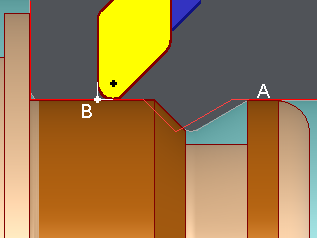
虛擬刀尖編程
在此情況下,機台中完成的刀片半徑不被考慮。
必須完成象限號。
偏移類型:
不可用
刀具路徑:
虛擬刀尖
GO2cam
根據編程的加工類型和指定的象限號,在零件右側編程虛擬刀尖(虛構點)刀具路徑。
如果我們完成 偏移類型 = 左側或右側 , GO2cam 編程 G41 或 G42 補償。由於考慮了刀片半徑補償,其效果是通過機台生成額外的偏移。
|
|
A。
編程的刀具路徑
B。
虛擬刀尖(即象限中的 n°9)
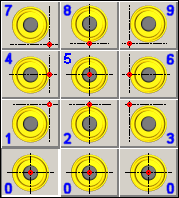
象限(虛擬刀尖號)
提供刀具方向。僅在使用
虛擬刀尖
刀具路徑時有用。
數字對應於 PC 鍵盤上的位置。車床的象限號不一定對應於
GO2cam
。後處理器會根據 CNC 的約定更新象限。
零件(虛擬刀尖)
使用此選項,您可以管理以下項的循環間隙和快速移動的刀具路徑:
-
粗車 和 精車 編程的操作 使用相同的刀具 .
-
粗車刀路徑在 虛擬刀尖, 精車在 零件
|
我們也建議直接在 刀具頁面 中強制 P 點選項,這樣您就不會有兩個不同的導引點用於同一把刀具。

|
|
P 點計算
P 點計算過程已顯著增強,以提高刀具路徑的效率和準確性。主要改進包括更新的動態和刀具路徑模擬、明確的 P 點座標、消除寄生運動、優化的快速運動、增強的平衡粗車和精車、可選的進刀/退刀點包含以及改進的過切檢查。這些進展帶來了更高效、更準確、更可靠的刀具路徑。