循环 : 面铣挖槽, 挖槽, 挖槽+轮廓, 挖槽再加工, 粗铣/再加工, 面粗铣, 挖槽 - 外形, 平面加工
|
|
观看页面底部的视频: 点击这里 |
如果切削条件对刀具来说很苛刻,例如全宽切削或高进给率,GO2cam 提供了两种解决方案:
|
|
进给率降低 : 能够根据步进重叠值来编程设置进给率的降低。 |
|
|
摆线铣削 : 摆线运动在步进重叠值相关的关键区域定义。 |
进给率降低
HSM 模式,可以在某些区域调节进给率。这些区域是步进重叠百分比超过阈值的区域。这尤其发生在刀具在整块材料中切削以及在两次 XY 刀路之间。
|
|
每个进给率降低的地方都用此符号标出。 |
要定义进给率调制:
a. 处理最大步进重叠
参数:选择
进给率降低
.
b. 进给率降低系数
: 这是在建议降低进给率的地方应用的值。此值介于
0
和
1
之间,并根据技术页面中给出的值定义。例如,
0.5
是该值的一半。
c. 最大步进重叠系数
: 用于生成降低或不降低的容差,值介于
0
和
1
之间。值越大,涉及的区域越多。
|
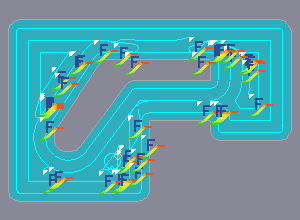
最大步进重叠 % = 0.3 |
最大步进重叠 % = 0.9 |
|
|
摆线铣削
摆线铣削由一系列螺旋刀路逐层切削材料组成。主要特点是切削深度(10 到 20 毫米)和不寻常的圆角刀路。
这种加工模式通过使用高主轴转速和进给率来优化您的机器性能。编程摆线可以大大缩短加工时间,最多可达 40%。

|
在 GO2cam 中,您不仅可以编程自动摆线铣削,还可以调整其有用的区域或无用的区域! |
输入 最大步进重叠系数 ,它有两个功能:
-
如果最大步进重叠系数大于 步进重叠 (刀具比例) ,则摆线运动不会在所有地方编程,只在拐角处编程。否则,整个刀路都将使用摆线运动。
-
最大步进重叠系数决定了摆线圆的大小。
刀具直径为 4 毫米 ,最大步进重叠系数为 0.2 (20%):摆线半径为 0.4 毫米。
|
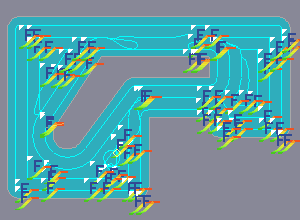
步进重叠为 0.75,最大步进重叠系数为 0.5 刀具直径 = 4 毫米 摆线半径 = 2 毫米 |
步进重叠为 0.75,最大步进重叠系数为 0.9 刀具直径 = 4 毫米 摆线半径 = 3.6 毫米 |
|

|