本页面分为两部分。
-
第一部分描述了编程零件时应遵循的一些规则和建议。
-
第二部分描述了编程过程。
规则和建议
|
加载机床 在 GO2cam 中,建议先加载机床,最好是带有 FMO。 由于这些机床的复杂性,通常在机加工车间,机床的设置和刀具定位很少更改。拥有实际安装刀具的 FMO 将确保正确的加工循环定义。 |

打开模块时,会弹出此窗口,我们可以在其中选择一个已定义的机床作为第一步。将打开一个空白项目,其中已加载机床。 |
|
零件定位 零件的位置高度依赖于所使用的机床;其运动链、可用加工长度、刀架定位和加载的刀具。 通常,大多数车削操作将在主轴上完成。 副轴上的任何外圆车削操作都应使用搪刀完成。 |
|
|
加工实践 加工循环的编程与车铣操作没有区别。不同之处在于其应用几何图形。对于车削循环(粗加工/精加工),操作可以应用于可加工零件的整个长度,但应避免在瑞士型加工中这样做。 加工的进行方式是防止已加工棒料过度缩回导套。
|
|
|
因此,加工是通过将零件分成几个部分来完成的。然后对每个部分逐个编程可适用的最大操作。 在 GO2cam 中,提供了 分割零件 命令来辅助零件的分段,并在应用操作列表时,为每个分段计算操作。 在机床上,操作随着材料的推进而逐步进行。 |
|
|
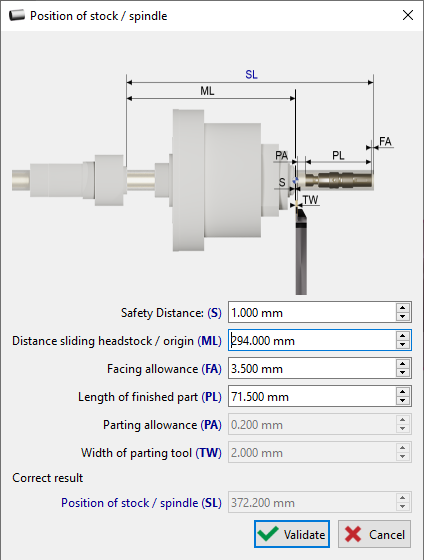
毛坯/主轴定位 毛坯的位置对于优化棒料在整个加工过程中的运动很重要。 通常建议毛坯超程值至少为右侧显示的 SL 值。 距离值会自动从项目文件和机床运动链中读取。使用 FMO 的优势也体现在这里,可以自动读取分料刀的宽度及其余量,并提出推荐的 SL 值。 有关主夹头定位的更多详细信息,请 点击此处。 |
|
过程
下面将介绍 GO2cam 中的一般编程过程:
要开始编程瑞士加工中心,第一步是选择特定的机床型号。编程过程因机床的配置而异。 机床文件包含一个 .FMO 文件 ,表示预装刀具。在 GO2cam 中,使用 .FMO 文件是瑞士加工的推荐做法。
加载机床文件后,下一步是导入工件,确保其方向正确。 为防止碰撞并确保加工过程中的足够间隙,我们将围绕工件创建安全区域。 |
|
切片将工件分成更小、可管理的区域,从而实现精确控制和高效的刀具路径生成。每个区域都应根据 Z 值逐步加工。 要创建工件上的切片,我们需要指定所需的切片长度。在本例中,我们将使用 25 毫米的切片长度。这将把工件分成多个区域。 我们可以通过输入值或直接移动界面上的白线来手动调整这些切片的位置。 |
|
将自动操作列表应用于切片工件。操作列表可自动执行操作和切削条件。 |
|
|
|
模拟 MTE(机床设备)有助于验证刀具路径、速度和进给量,确保刀具得到有效利用。 |
|

|
在 X 负方向编程操作
根据刀具方向和零件尺寸,仅当零件相对于刀具正确定位时,才能在 C 轴上进行轴向铣削。
|
|

特殊情况
|
在下刀架上用刀具编程操作 瑞士机床通常有多个刀架,其中一些刀具安装在上/下/侧刀架上。对于上刀架上的刀具,常规编程原理工作正常。下刀架上的刀具则不然,它们可能产生不良的刀具路径并导致碰撞。视频中展示了一个示例,并讨论了三种解决方案: |
|
|
1/ 将刀具位置更改为上刀架 第一个解决方案是,如果可行,只需将所需刀具移至上刀架并按常规编程。 |
|
|
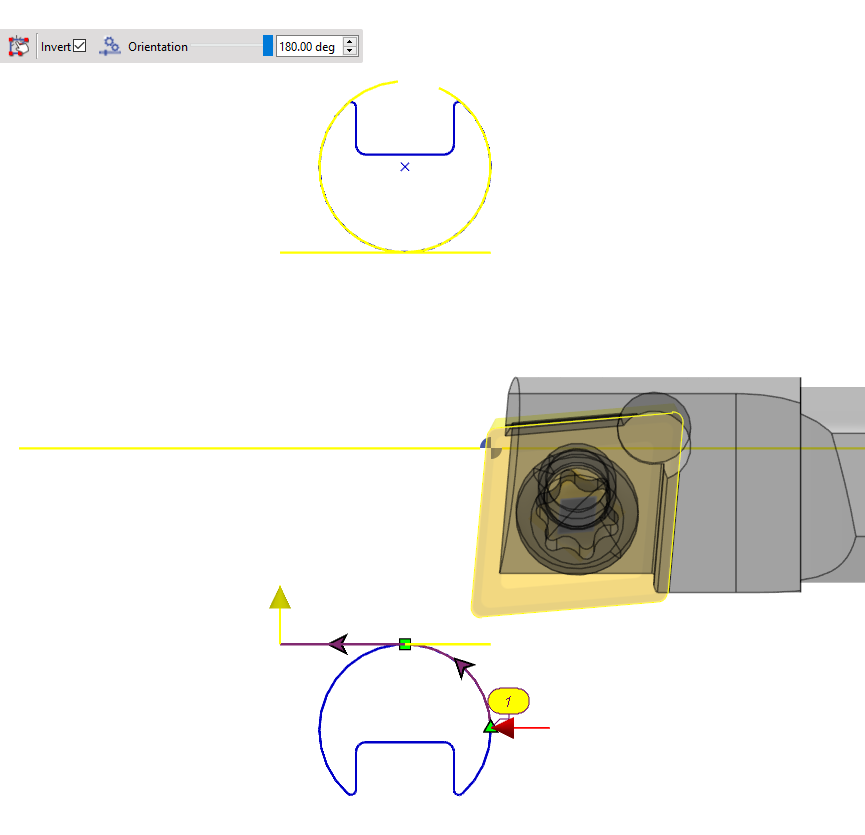
2/ 使用下轮廓线编程 为避免任何问题,请使用下轮廓线进行轮廓选择。 同时确保刀具方向和刀具循环类型相应更改,以便计算循环。 |
|
|
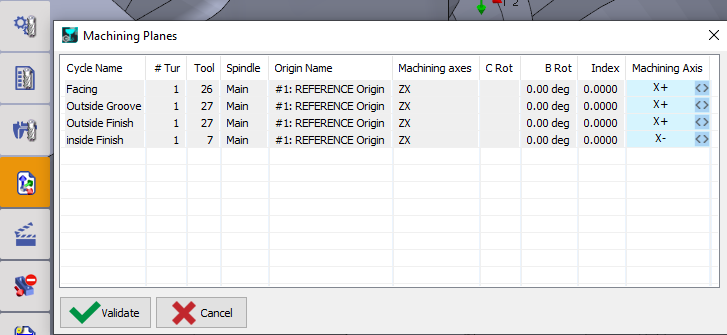
3/ 在 MTE - 刀具中更改加工平面 在加工平面命令中,将所需循环的加工轴更改为 X- 或 X+,以便系统自动计算准确的刀具路径。
|
|
