循环 : 轮廓加工, 轮廓再加工, 键槽加工, 倒角, 锥度切割, 外形切割, 倒角
|
|
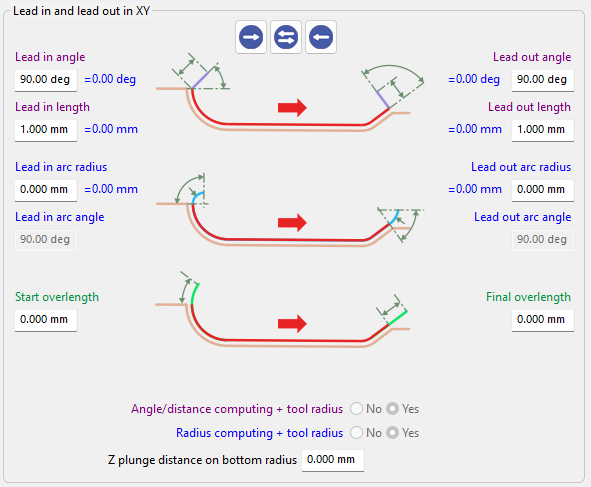
点击此处,了解更多关于进刀/退刀参数界面的信息 链接 . |
|
简介
进刀/退刀角度和进刀/退刀长度参数定义了刀具在开始切削前如何接近加工路径。
这些设置控制刀具从快速定位过渡到编程刀具路径的移动方向和距离。
正确调整这些参数可确保平稳地进入切削,同时最大限度地减少刀具的突然啮合。
|
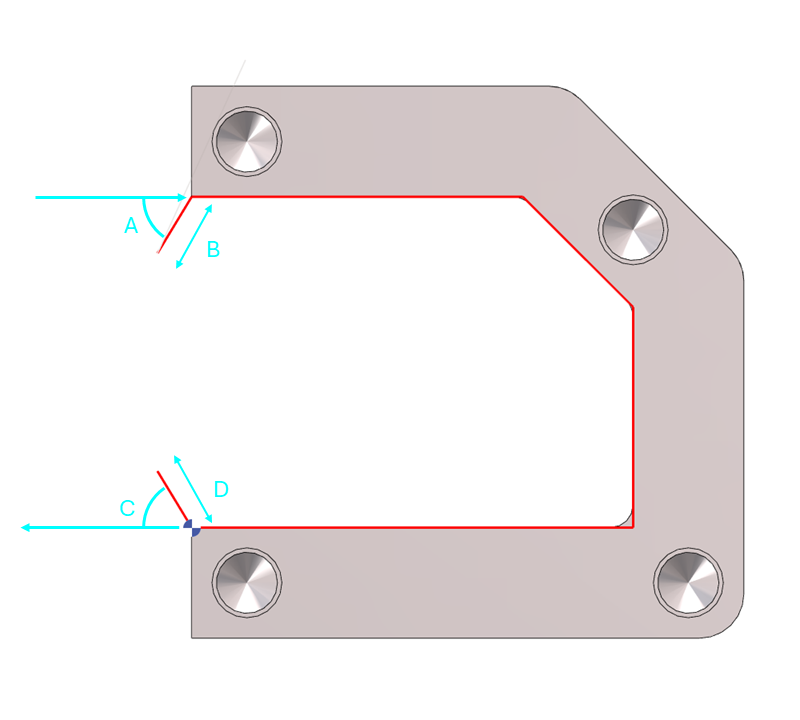
A. 进刀角度进刀角度与进刀长度一起,定义了刀具在加工路径开始前以进给速率进行的进入移动。此移动允许刀具逐步啮合材料并应用刀具直径补偿(G41 或 G42)。 进刀角度可在 0° 到 90° 之间设置。 如果刀具偏移或刀具路径位于左侧或右侧,则角度定义为相对于轮廓第一个元素的绝对值。 如果没有应用偏移(中心位置)且刀具路径在零件位置定义,则角度定义为沿圆的逆时针方向的绝对值。 此进入移动的距离由进刀长度参数定义。 |
B. 进刀长度进刀长度定义了刀具在到达加工路径之前进入移动的距离。此值必须大于刀具半径,以确保刀具直径补偿的正确应用。 长度沿进刀角度方向测量,而不是沿 X 或 Y 轴测量。 |
C. 退刀角度退刀角度与退刀长度一起,定义了刀具在加工路径之后以进给速率进行的退出移动。 此移动允许平稳地取消刀具直径补偿(G41 或 G42)。 退刀角度可在 0° 到 90° 之间设置。 如果刀具偏移或刀具路径位于左侧或右侧,则角度定义为相对于轮廓最后一个元素的绝对值。 如果没有应用偏移(中心位置)且刀具路径在零件位置定义,则角度定义为沿圆的逆时针方向的绝对值。 此移动的退出距离由退刀长度参数定义。 |
D. 退刀长度退刀长度定义了刀具在离开加工路径之后退出移动的距离。此值必须大于刀具半径,以确保刀具直径补偿的正确取消。 长度沿退刀角度方向测量,而不是沿 X 或 Y 轴测量。 |