|
|
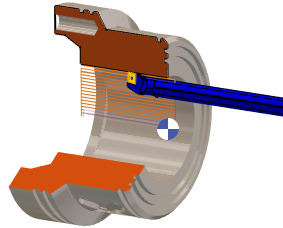
此循环是使用铰刀编程的钻孔操作。 |
关键点
|
目的是拥有 仅一把刀具 用于钻孔和粗加工,因此, 一个刀具编号 在机床上。
|
|
|
|
策略参数
运动参数
|
对话区域 |
参数 |
|
|
进刀和回退特性 |
安全距离 |
|
技术参数
|
对话区域 |
参数 |
|
|
切削条件 |
品质 |
主轴转速 |
|
切削线速 |
在Z向的进给 |
|
|
转速范围 |
主轴方向 |
|
|
进给 |
最大主轴转速 |
|
|
刀具编号 |
刀具编号 |
编号 |
|
刀俓补正号码 |
刀长补偿. no |
|
|
用户信息 |
注释 |
控制器设备 |
|
加工设置 |
|
|
