循环: millyuGO 型腔, 型腔, 型腔+轮廓, 面铣型腔, 型腔再加工, millyuGO, PAM
Z步距 (Ap)
这是两次进给之间的Z向增量。它对应于总切削深度的加工。如果增量深度大于刀具的最大单次切削深度,则会显示警告消息。
如果值为 设置为0 ,刀具路径只有一次进给,该次进给在 底部 的形状或底部高度处进行。
在这种情况下,‘计算Z向步距’区域中的其他选项将不再需要。
|
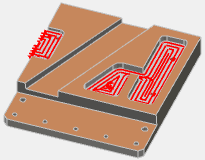
例如,将 Z步距设为0 :
|
|
|
铣削顶面 Z0 |
铣削第二个面 Z-15 |
铣削第三个面 Z-8 |
|
|
|
进给
根据型腔的子型腔和岛屿管理进给。可以选择调整进给以适应型腔的多个高度,或选择遵循增量然后对岛屿和型腔底部进行再加工。第三个选项允许在粗加工型腔后进行一次再加工进给。
有三个选项可用,再加工参数是否可用取决于所选选项。
|
|
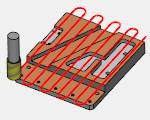
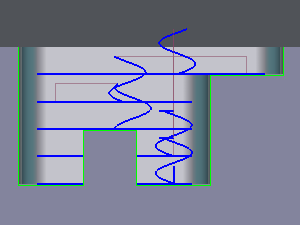
该 进给 是 调整的 :进给增量经过调整,以实现岛屿顶部和型腔底部的加工。 |
|
|
|
|
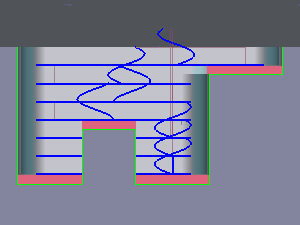
该 进给 是 恒定的 :遵循增量,可以编程岛屿和底部再加工进给。 |
|
|
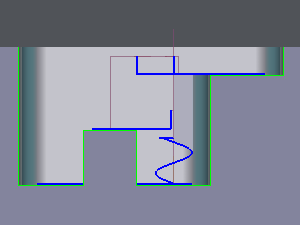
有 剩余材料 :型腔已预先粗加工,仅加工岛屿顶部和型腔底部。 |
|
a. 进给已调整
GO2cam 优化增量值以加工岛屿顶部和型腔底部。因此,进给不是恒定的,型腔被完全加工。
GO2cam 永远不会编程一个大于策略中输入的增量的进给。
|
b. 该 进给 是 恒定的
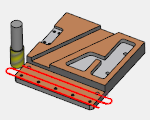
进给增量将得到遵循,无论型腔形状如何。如果岛屿顶部和型腔底部不对应于进给值,则不会被加工。请参见下面的示例,红色区域未被加工。
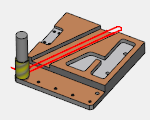
如果选择了此选项,策略中会出现两个参数:岛屿再加工和底部再加工。选择 是 允许编程 一个 再加工进给 特别是用于子型腔的底部和岛屿的顶部。
特殊情况 :如果侧面是锥形的,可以编程一个 锥度再加工进给 ,该进给将在型腔粗加工后进行,并带有 向上 运动。
无再加工
|
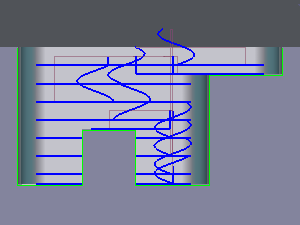
带岛屿和底部再加工
|
c. 剩余材料
如果需要编程一个特定的再加工区域进给,请选择此选项。优点是可以为该再加工进给更改刀具或任何参数。输入要加工材料的 厚度 。
选择是否再加工岛屿顶部或型腔底部或两者都加工。
如果未选择这些选项中的任何一个,则循环没有要加工的材料,并处于等待状态。
|
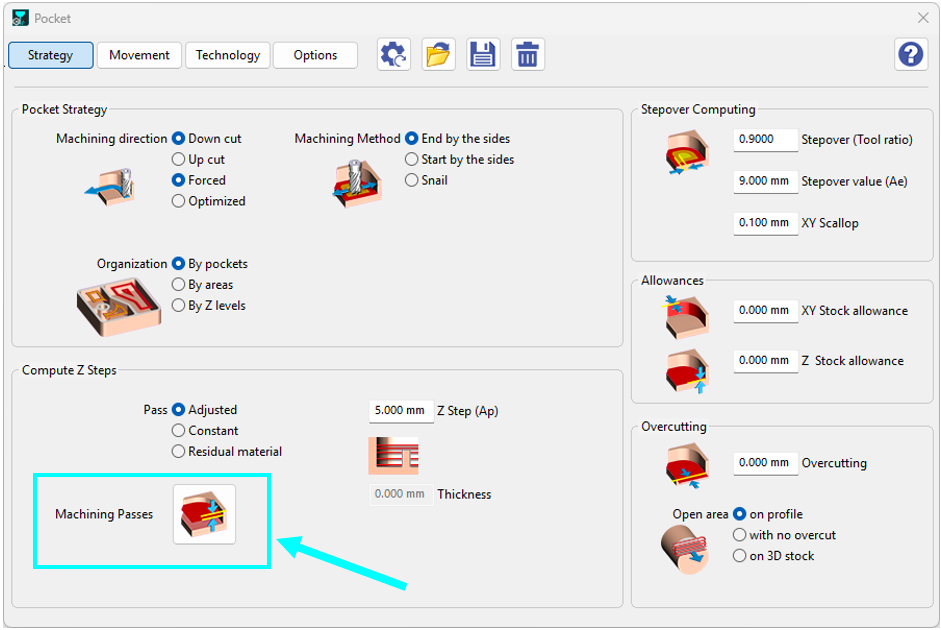
加工进给
|
|
该 加工进给 该部分已更新,以提供对垂直刀具接合的集中、细粒度控制。此菜单允许您精确定义系统如何计算和执行每个Z深度步距。 |
|
|
访问加工进给您可以在标准的铣削型腔循环中访问这些设置,包括 MillyuGo , 型腔 , 面铣型腔 , 型腔+轮廓 和 型腔再加工 .
对于大多数循环,此按钮位于策略页面底部的计算Z步距区域中,除了 MillyuGo ,它位于策略页面右上角。 |
|
|

|
|

|
|
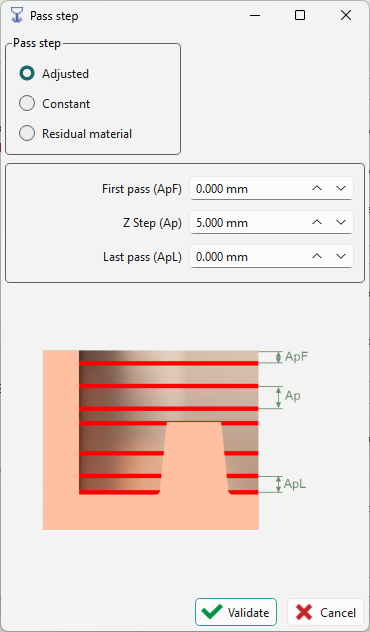
首次和最后一次进给控制为了获得最佳刀具寿命和表面光洁度,您现在可以独立定义进刀和退刀深度:
示例配置: 如果您设置了 2 毫米 的首次进给, 4 毫米 的标准Z步距,以及 1 毫米 的最后一次进给,系统将执行较小的初始进刀,然后是标准的4毫米步距,最后以精确的1毫米最终切削完成。 |
|
|

|
||
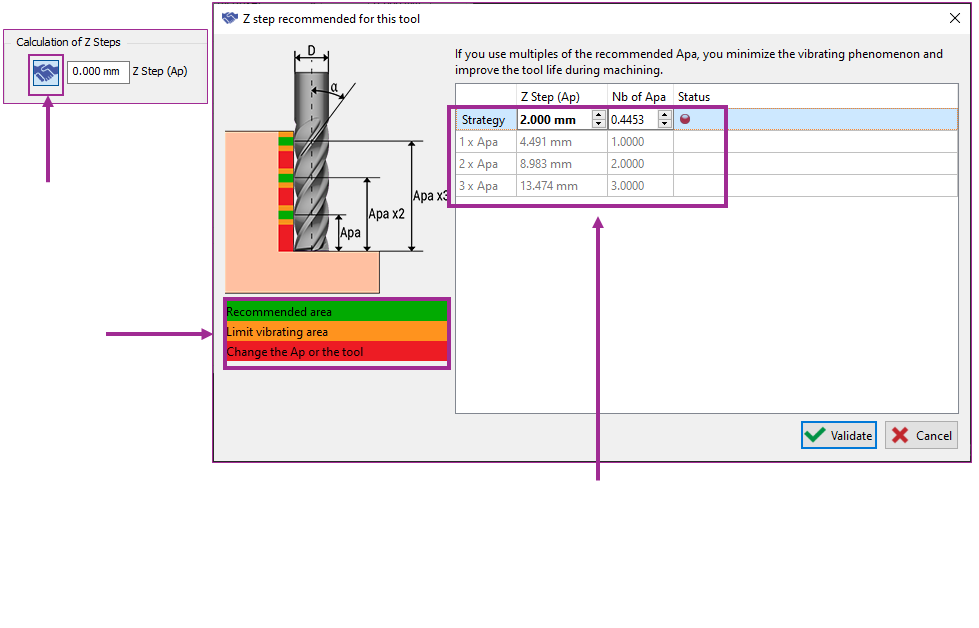
millyuGO专用
Z步距计算(Ap)
Apa 的计算依据是:
可以直接点击表格给出的 Apa:值将应用于策略。 |
|
|
表格显示策略中输入的值:
|