循环 : 背面加工, 插补
定义
必须定义三个主要参考点:
-
顶面高度
-
背面高度
-
背面加工深度
也可以在顶面和背面编程相同的加工(沉头孔或铰孔)。在这种情况下,需要第四个选项。
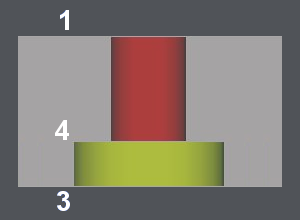
通用情况
这些选项将通过以下示例进行说明:背面沉头孔加工。
|
1: 高度/参考 加工起始高度: |
|
|
|
|
|
|
|
|
|
2: 深度/参考不可用 |
||
|
3: 背面高度/参考 背面高度: |
||
|
|
|
|
|
|
|
4: 背面深度/参考: |
||
|
|
|
|
|
|
|
|
|
|
|
|
循环 : 背面加工
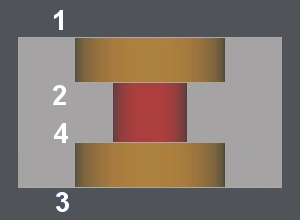
背面加工的特殊情况
这些选项将通过以下示例进行说明:背面沉头孔加工,以及顶面的相同加工。
|
首先设置选项“切入前加工顶部” 为 是。 |
|
|
|
1: 高度/参考 加工起始高度:
|
||
|
2: 深度/参考 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
3: 背面高度/参考 背面高度:
|
||
|
4: 背面深度/参考:
|
||
最终停留
这是加工结束时的延迟,单位为秒。