|
|
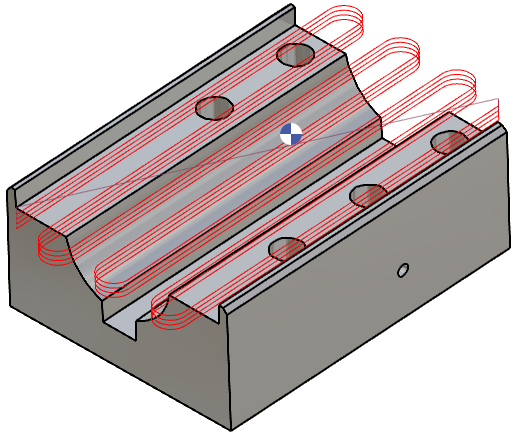
Gia công các mặt hoàn chỉnh được xác định bằng biên dạng bao quanh của chúng. Biên dạng này phải kín. Quỹ đạo dao của chu kỳ này có thể dễ dàng lặp lại theo Z, có thể tạo các chương trình con. |
Điểm chính
|
|
Tham số chiến lược
|
Vùng hội thoại |
Tham số |
|
|
Chiến lược quỹ đạo dao |
||
|
Tính toán bước Z |
||
|
Chiến lược mặt đầu |
Góc ren |
|
|
Vật liệu thô XY để tinh |
|
|
|
Tính toán bước qua |
||
|
Dung sai |
||
|
Cắt quá |
||
Tham số chuyển động
|
Vùng hội thoại |
Tham số |
|
|
An toàn (theo Z) |
||
|
Tiếp cận và trở về theo Z |
||
|
|
||
|
Macro |
||
|
|
|
|
Tham số công nghệ
|
Vùng hội thoại |
Tham số |
|
|
Điều kiện cắt |
Chất lượng |
Tốc độ cắt |
|
Tốc độ bón/dạo |
Hướng trục chính |
|
|
Mặt phẳng |
Tốc độ trục chính |
|
|
Tốc độ bón |
||
|
Phạm vi tốc độ |
||
|
|
||
|
Số dao |
Số cụ thể |
|
|
Số bù độ dài |
Số bù đường kính |
|
|
Trường người dùng |
Chú thích |
Thiết bị kiểm soát |
|
Bộ phay |
|
|

Tham số tùy chọn
|
Vùng hội thoại |
Tham số |
|
|
Hành vi trên kẹp và bộ phận |
||
|
Tính toán đường cong |
Phân đoạn đường cong |
|
|
|
||