|
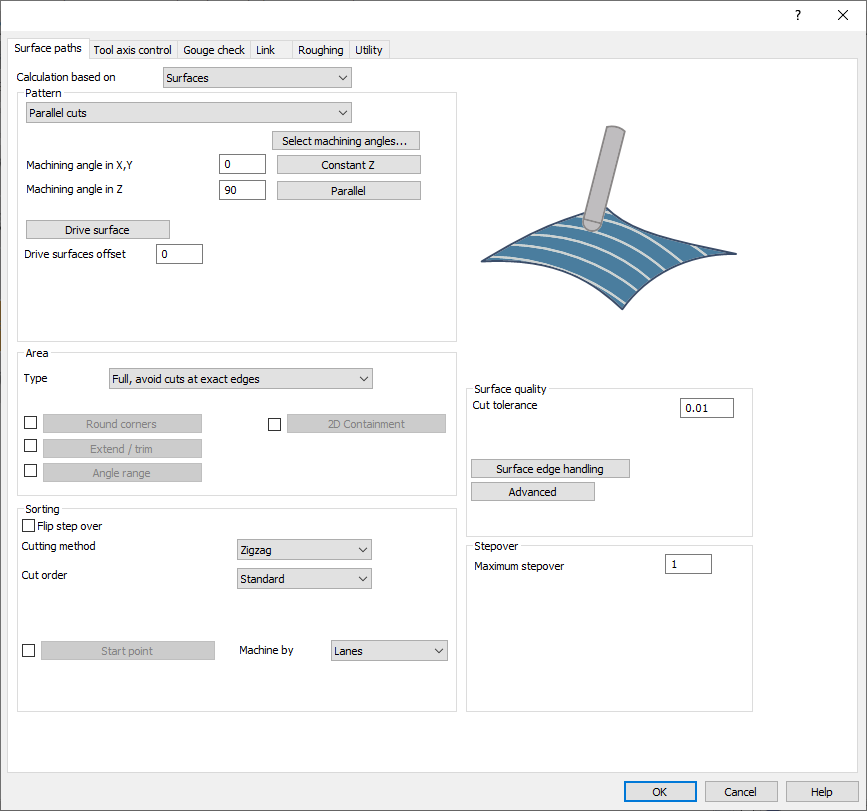
Tab này cung cấp các tham số và cài đặt để kiểm soát loại quỹ đạo dao sẽ được tạo ra để gia công các bề mặt dẫn động được chọn. Nó được phân loại thành 4 phần:
|
|
Mẫu
Các bề mặt dẫn động là các bề mặt được chọn từ mô hình CAD nơi quỹ đạo dao sẽ được tạo ra. Yếu tố chính là hướng pháp tuyến của các mặt. Quỹ đạo dao được tạo ra ở mặt trước của bề mặt, nơi pháp tuyến bề mặt hướng ra ngoài.
Độ lệch bề mặt dẫn động là một độ lệch ảo được áp dụng cho bề mặt dẫn động, cho phép bạn chỉ định vật liệu hoặc dung sai vật liệu thô cần giữ lại. Độ lệch này mở rộng các bề mặt dẫn động theo mọi hướng, hoạt động như một độ lệch 3D.
Có nhiều loại mẫu có sẵn để đáp ứng các tình huống khác nhau:
|
Các lát cắt song song |
Tùy chọn 'Các lát cắt song song' tạo ra các quỹ đạo dao với các lát song song với nhau. Hướng của lát cắt được xác định bởi hai góc: X-Y (xoay các lát cắt quanh trục Z) và Z.
|
|
|
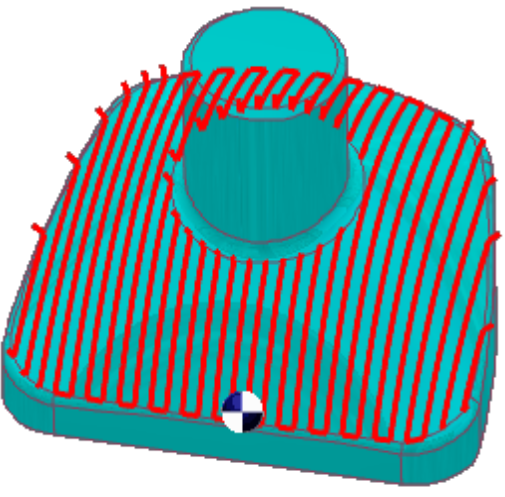
Các lát cắt theo đường cong |
Mẫu 'Các lát cắt theo đường cong' cho phép người dùng tạo quỹ đạo dao vuông góc với đường cong dẫn động. Điều đó có nghĩa là nếu đường cong được chọn làm 'Dẫn vào' không phải là một đường thẳng thì các lát cắt không song song với nhau.
|
|
|
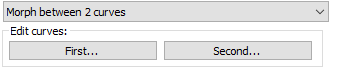
Biến dạng giữa 2 đường cong |
Tùy chọn này tạo ra quỹ đạo dao biến dạng giữa hai đường cong dẫn động, được nhập dưới dạng 'Đầu tiên' và 'Thứ hai'. Biến dạng có nghĩa là quỹ đạo dao được tạo ra nội suy dần dần giữa hai đường cong và trải đều trên bề mặt. Tùy chọn này rất phù hợp để gia công các vùng dốc khi làm khuôn.
|
|
|
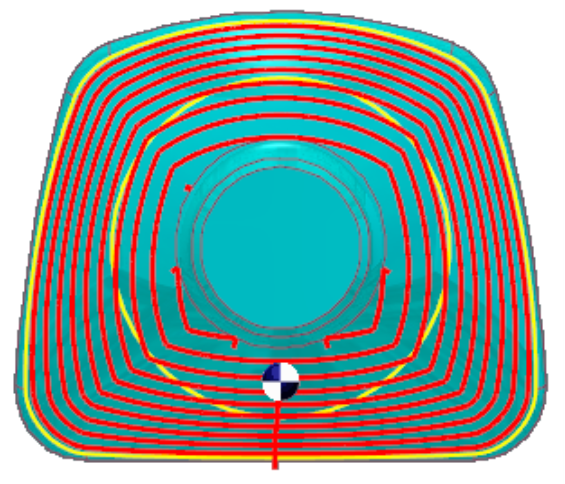
Song song với nhiều đường cong |
Tùy chọn "Song song với đường cong" tạo ra các đoạn quỹ đạo dao song song với đường cong dẫn động, với mỗi đoạn được bù khỏi đoạn trước đó, thay vì chỉ sao chép. Đường cong phải thẳng hàng chính xác với cạnh bề mặt, lý tưởng nhất là sử dụng chính cạnh đó, để đảm bảo tạo quỹ đạo dao chính xác. Các đường cong không thẳng hàng có thể dẫn đến quỹ đạo dao không chính xác. 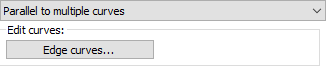
|
|
|
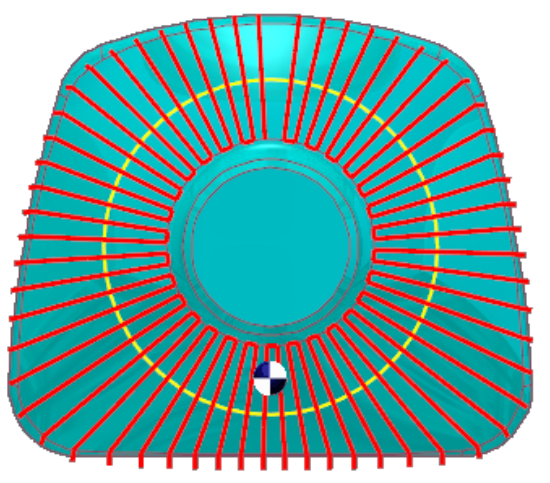
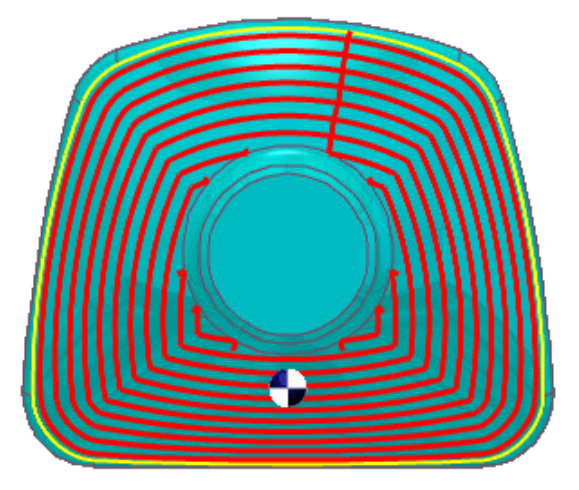
Chiếu đường cong |
Mẫu này cho phép tạo ra một đường cong do người dùng xác định hoặc một mẫu chung, với các tùy chọn cho phép chiếu 2D (hướng tâm và xoắn ốc) và chiếu đường cong 3D (bù và do người dùng xác định). 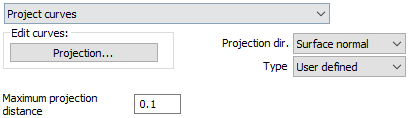
Người dùng phải chỉ định hướng chiếu cho các đường cong, với các tùy chọn bao gồm:
|
|
|
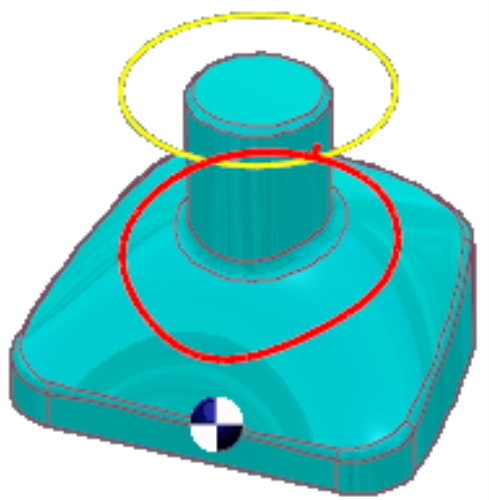
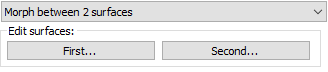
Biến dạng giữa 2 bề mặt |
Tùy chọn này tạo ra quỹ đạo dao biến dạng trên bề mặt dẫn động, được bao bọc bởi hai bề mặt kiểm tra. Quỹ đạo dao được phân phối đều trên bề mặt dẫn động, làm cho nó lý tưởng để gia công các hình dạng phức tạp như cánh quạt.
Tiếp tuyến kép:
|
|
|
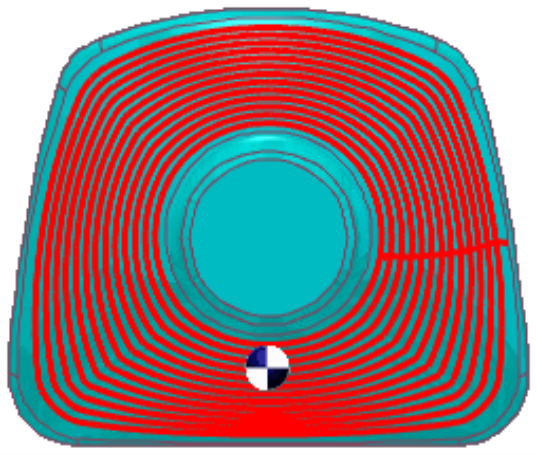
Song song với bề mặt |
Tùy chọn "Song song với bề mặt" tạo ra các lát cắt trên bề mặt dẫn động song song với bề mặt dẫn động. Đối với trường hợp đặc biệt khi bề mặt dẫn động và bề mặt dẫn tạo thành một cạnh lồng vào nhau, mong muốn có sự tiếp tuyến kép của dao với cả hai bề mặt. 
|
|
|
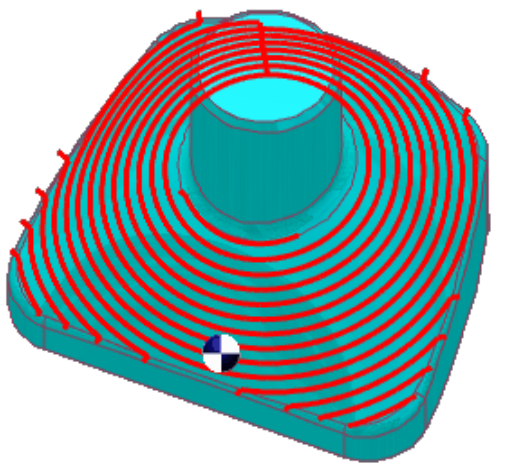
Dòng chảy |
Dòng chảy tạo ra quỹ đạo dao thẳng hàng với cạnh ngắn hoặc dài, hoặc dọc theo các chiều kích thước tham số U hoặc V của bề mặt. Ưu điểm chính là nó không yêu cầu hình học giới hạn bổ sung như thành hoặc đường cong cạnh. Nó duy trì khoảng cách bước qua tối đa không đổi, ngay cả trên các bề mặt phức tạp, và có thời gian tính toán nhanh. 
|
|
Vùng
-
Các loại vùng có sẵn như sau:
|
Toàn bộ, tránh các lát cắt ở các cạnh chính xác |
Với tùy chọn này, quỹ đạo dao được tạo ra trên toàn bộ bề mặt dẫn động, tránh cạnh bề mặt. Lát cắt đầu tiên không thẳng hàng chính xác trên cạnh bề mặt. Để tính khoảng cách từ cạnh. Thay đổi bước qua tối đa sẽ thay đổi giá trị này tương ứng. |
|
Toàn bộ, bắt đầu và kết thúc tại cạnh bề mặt chính xác |
Tùy chọn này tạo ra quỹ đạo dao trên toàn bộ bề mặt và bắt đầu cũng như kết thúc tại cạnh bề mặt chính xác hoặc vị trí gần nhất có thể. |
|
Giới hạn các lát cắt bằng một hoặc hai điểm |
Tùy chọn này cho phép bạn giới hạn gia công giữa hai điểm trên bề mặt dẫn động, vì vậy bạn chỉ có thể làm việc trên một số bộ phận nhất định của bề mặt. |
Các tham số khác là:
|
Giới hạn 2D |
Giới hạn 2D chứa quỹ đạo dao trong một đường cong được chọn. Hướng trục chiếu được sử dụng để chiếu đường cong đã cho trở lại chi tiết. Sau đó, quỹ đạo dao được cắt bởi các đường cong đã cho. Ghi chú: Đường bao 2D không nhất thiết phải khớp chính xác với bề mặt. Nó có thể vượt ra ngoài các cạnh. Bạn có thể sử dụng nhiều đường bao. Các đường bao phải là đường bao kín. |
|
Phạm vi góc |
Đối với các chi tiết 5 trục có các vùng cắn dưới và cấu trúc phức tạp, việc xác định các vùng nông và dốc trừu tượng hơn so với việc xác định được sử dụng cho ngành sản xuất khuôn và hệ thống CAM 3 trục. The Phạm vi góc option allows users to define the areas to be machined by an angle range of the surface normal with respect to a user defined axis. The user has the option to machine everything inside the angle interval or outside the interval. |
|
Kéo dài/cắt bớt |
Với tùy chọn này, bạn có thể kéo dài hoặc cắt bớt quỹ đạo dao. Trong trường hợp 'kéo dài', quỹ đạo dao sẽ được kéo dài tiếp tuyến và vươn ra ngoài bề mặt dẫn động bằng một đường thẳng. Đường thẳng này có cùng hướng với đoạn quỹ đạo dao cuối cùng. Trong trường hợp 'cắt bớt', quỹ đạo dao sẽ bị cắt bớt trên đường đi của nó. |
|
Làm tròn góc |
Tùy chọn này có thể được đặt để tìm các vùng bán kính nhỏ và các cạnh sắc bên trong trong mô hình bề mặt. Các vùng như vậy sẽ bị bỏ qua khỏi quá trình tạo quỹ đạo dao. Các góc bên trong có thể gây ra "đuôi cá" hoặc "đuôi chim" trong quỹ đạo dao. Những đuôi cá như vậy được loại bỏ bằng cách bật công tắc này. Cờ này cũng có thể được coi là một bộ tạo fillet. Mô hình bề mặt được làm tròn (fillet) theo hướng các lát cắt quỹ đạo dao với bán kính để tránh các bán kính nhỏ và các góc sắc bên trong. Bán kính áp dụng là bán kính dao chính cộng với giá trị vật liệu thô còn lại. Việc tạo fillet độc lập với loại và hình dạng dao. Trong hầu hết các trường hợp, công tắc này được sử dụng khi có dao cầu, dao cán dài hoặc dao côn có đầu tròn. Nếu sử dụng gia công swarf (cắt cạnh bên), thì tham số này cũng áp dụng cho dao trụ hoặc dao tôrô. Với bán kính bổ sung, bạn có thể tăng bán kính fillet trong mô hình bề mặt. Do đó, giá trị bán kính fillet là bán kính dao và vật liệu thô còn lại cộng với bán kính bổ sung. |
Sắp xếp
|
Lật bước qua |
Lật bước qua thay đổi hướng cắt. Điều này có thể thay đổi hướng gia công từ:
|
|
Thứ tự cắt |
Thứ tự cắt xác định trình tự của các lát cắt.
|
|
Phương pháp cắt |
Với phương pháp cắt, bạn xác định xem gia công là "một chiều", "zig zag" hay "xoắn ốc".
|
|
Hướng cho gia công một chiều |
Tính năng này xác định hướng mà dao di chuyển dọc theo phôi, tùy thuộc vào hướng quay của trục chính máy.
|
|
Gia công theo làn/vùng |
Quỹ đạo dao được tạo ra thường có cấu trúc hình học của nhiều đường bao được tổ chức thành các làn hoặc vùng, trên các bề mặt dẫn động. Khi quỹ đạo dao được tạo ra trên nhiều vùng, thì có thể ưu tiên gia công tất cả các vùng một cách độc lập. Chế độ vùng gia công này cho hệ thống biết để theo dõi gia công theo làn hoặc theo vùng. |
|
Điểm bắt đầu |
Điểm bắt đầu xác định vị trí bắt đầu của lát cắt đầu tiên và cho các lát cắt tiếp theo trên bề mặt dẫn động. Điểm này có thể được đặt bằng
|
Chất lượng bề mặt
|
Dung sai cắt |
Dung sai cắt là dung sai cho độ chính xác của quỹ đạo dao. Giá trị này là độ lệch dây cung của quỹ đạo dao so với các bề mặt cần gia công. Nói cách khác, quỹ đạo dao có thể có sai số tối đa so với bề mặt trong phạm vi dung sai cắt. |
|
Xử lý cạnh bề mặt |
Các quỹ đạo bề mặt được tạo ra trên các bề mặt riêng lẻ. Sau đó, các đoạn quỹ đạo dao được hợp nhất với nhau để tạo ra các quỹ đạo bề mặt dài hơn. Quyết định về việc hợp nhất hiện được dựa trên khoảng cách hợp nhất. Nếu tất cả các đoạn quỹ đạo dao trên một lát cắt quỹ đạo dao được hợp nhất, thì sẽ kiểm tra xem có thể xây dựng một quỹ đạo bề mặt kín bằng cách nối điểm bắt đầu với điểm kết thúc hay không. Giá trị khoảng cách hợp nhất tương tự được sử dụng để quyết định điều này. Do đó, tất cả các quỹ đạo bề mặt có khoảng cách gần hơn giá trị này sẽ được hợp nhất với nhau. Lợi ích chính là các khoảng trống nhỏ hoặc các bề mặt dẫn động chồng lên nhau không gây ra hành vi bất ngờ trong quỹ đạo dao. |
|
Nâng cao |
Chất lượng gia công bề mặt phụ thuộc vào các điểm quỹ đạo dao, thay đổi theo độ cong bề mặt. Độ cong cao hơn yêu cầu nhiều điểm hơn để đạt độ chính xác. Dung sai xích ảnh hưởng đến độ chính xác của quỹ đạo dao, với dung sai nhỏ hơn làm giảm lỗi nhưng tăng thời gian tính toán. Các phép tính bước qua có thể xấp xỉ hoặc chính xác, ảnh hưởng đến độ chính xác bề mặt. Các lát cắt thích ứng và điểm đồng bộ hóa cải thiện độ chính xác nhưng kéo dài thời gian xử lý. |
Bước qua
Xác định khoảng cách bước qua tối đa giữa 2 quỹ đạo dao. Nó có thể được coi là khoảng cách giữa hai đỉnh scallop. Bước qua càng nhỏ, chất lượng bề mặt càng cao nhưng thời gian gia công cũng tăng lên.