Tùy chọn này được sử dụng trong nhiều chu kỳ gia công, với các mục đích và hành vi khác nhau.
Vui lòng sử dụng cây ở phía bên phải màn hình.
Chu kỳ : Phay rãnh trực tiếp, Phay rãnh mặt phẳng Z / Zig Zag Grooving, Wtype Grooving
Định nghĩa cho Phay rãnh trực tiếp, Phay rãnh mặt phẳng Z & Phay rãnh loại W
|
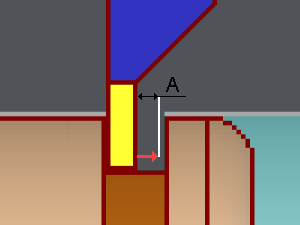
Khoảng cách rút (
Một
) cho phép rút dao theo phương ngang trước khi nó quay trở lại nhanh (ở mỗi lần cắm sâu).
|
|
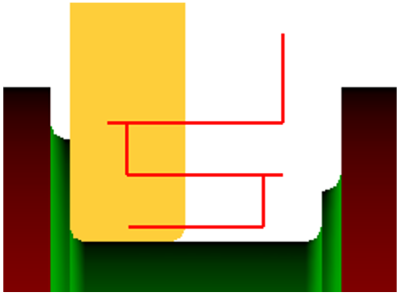
Định nghĩa cho Phay rãnh Zig Zag
Khả năng xác định khoảng cách rút giữa hai đường cắt trong phay rãnh Zig Zag.
Các khoảng cách rút is done before the vertical plunge. The value must be small (around 0.1)
Tùy chọn này cho phép phục hồi độ võng của dao sau một đường cắt ngang và do đó tránh làm vỡ mảnh cắt trong các vật liệu cứng. Điều này đặc biệt dành cho dao ISCAR.
|
Không có khoảng cách rút (giá trị = 0) |
Khoảng cách rút = 1 mm (giá trị lớn để hiển thị) |

|
|
Chu kỳ : Phay rãnh ZigZag
Khoảng cách rút ở cuối
Một tham số chiến lược hiện có, gọi là Khoảng cách rút ở cuối. Nó cho phép rút nhanh ở góc 45 độ so với thành vật liệu thô. Người dùng phải thêm một giá trị. Quỹ đạo dao được vẽ sẽ tuân theo khoảng cách đó.
|
|

|