|
Làm thế nào để áp dụng dung sai trong các chu kỳ gia công 5X Expert? |
|
|
Tham số dung sai có sẵn trong trường hợp bạn đã đặt loại vùng là ' Hoàn chỉnh, bắt đầu và kết thúc tại các cạnh chính xác ' hoặc ' Xác định theo số lượng đường cắt ' cho chu kỳ Tổng quát 5 trục chu kỳ.
|
|
|
Các đường cắt bắt đầu hoặc kết thúc ngay tại các cạnh của các mặt dẫn hướng của bạn. Quỹ đạo dao dọc theo cạnh bề mặt được đặt ở một vị trí xác định. Định vị này cho phép bạn xác định giá trị dung sai để xác định khoảng cách giữa cạnh và nơi cắt bắt đầu và kết thúc.
|
|
|
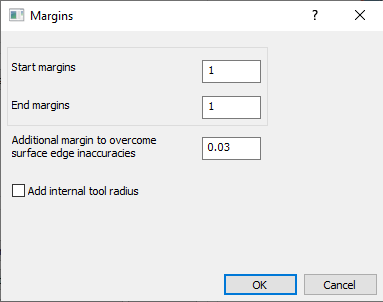
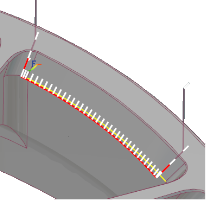
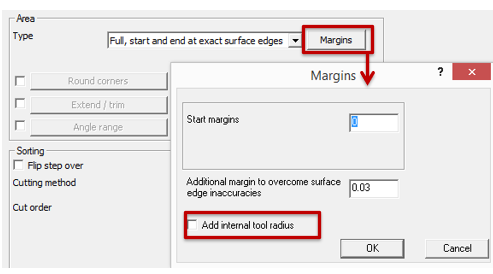
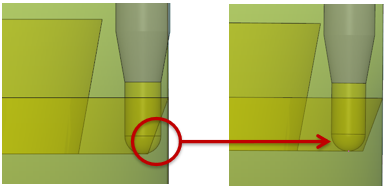
Một ví dụ là chi tiết bên dưới. Mẫu đặt là 'Biến dạng giữa hai đường cong'. Nếu không đặt dung sai, tâm dao sẽ đi qua cạnh bề mặt và cắn vào các bề mặt bên ngoài mặt dẫn hướng và có nguy cơ va chạm. Khi bạn đặt dung sai bằng bán kính dao, dao sẽ được bù khỏi cạnh và sẽ không bị cắn. Nên đặt ít nhất bán kính dao làm dung sai. Dung sai bắt đầu thuộc về đường cong đầu tiên và dung sai kết thúc thuộc về đường cong thứ hai. Một ' Dung sai bổ sung để khắc phục các sai số cạnh bề mặt ' cũng có thể được xác định để đảm bảo không bị cắn. Trong trường hợp này, dung sai bắt đầu và kết thúc là 1mm và dung sai bổ sung 0,03mm được bao gồm |
|
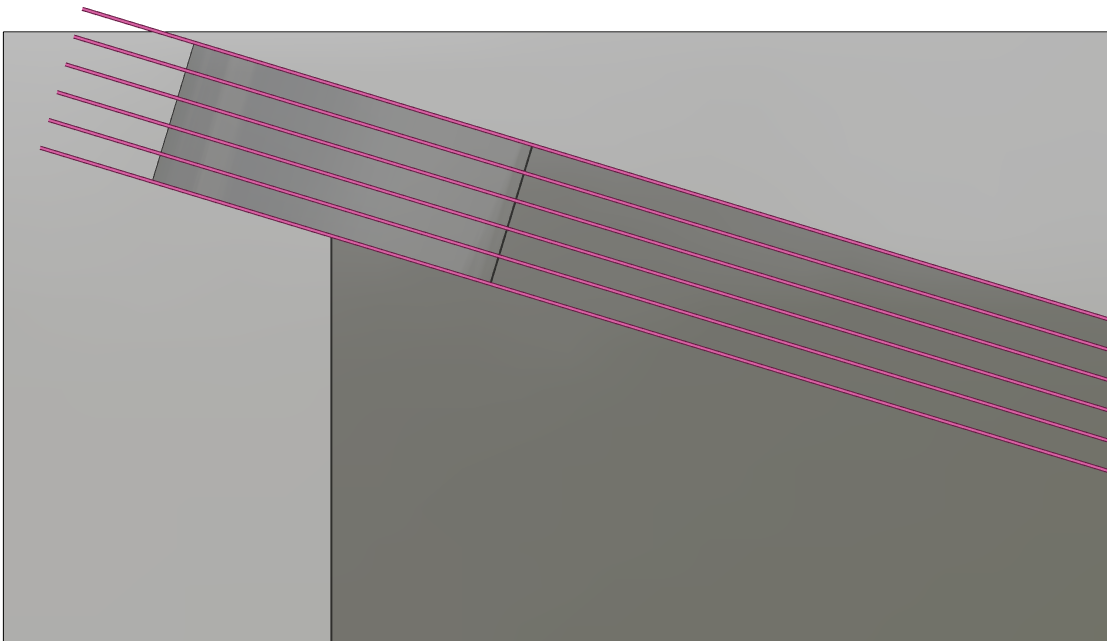
Không có dung sai
|
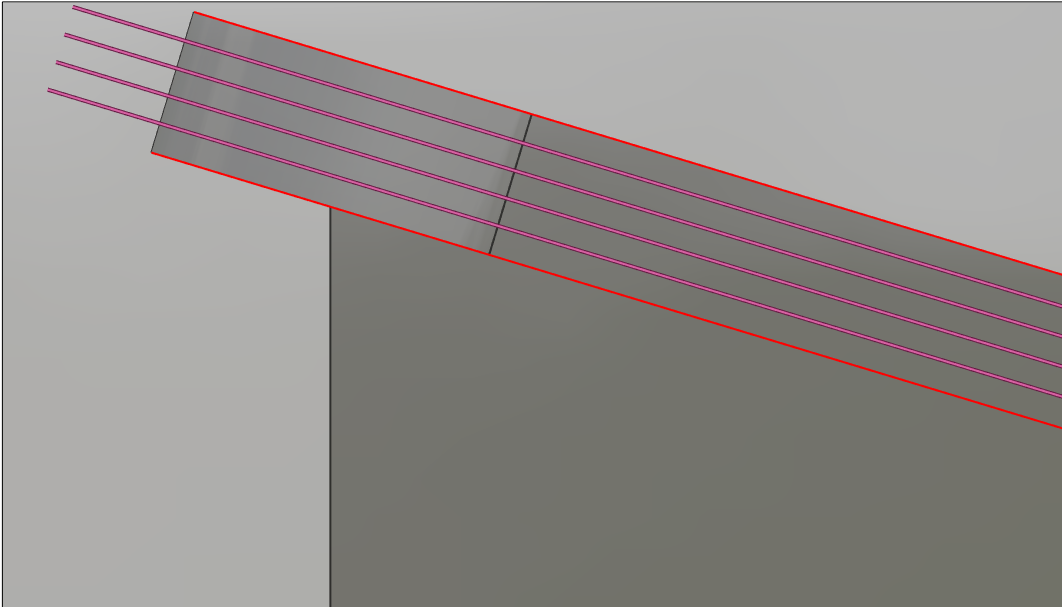
Dung sai
|
|
Bạn có thể xem video với ví dụ ở bên phải. |
|

|
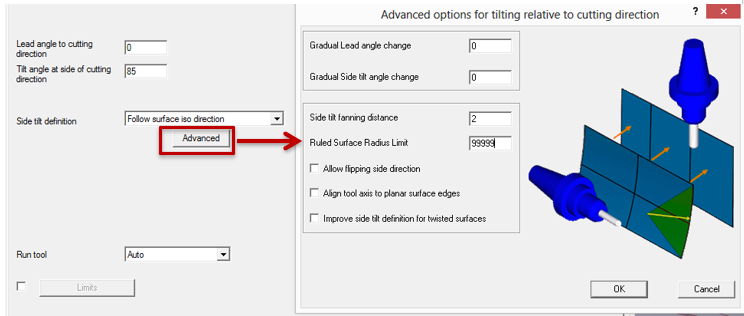
Làm thế nào để buộc dao nghiêng theo chỉ một hướng? |
|
|
Khi dao quay bất ngờ, nó không thể xác định các đường cong UV của bề mặt.
|
|
|
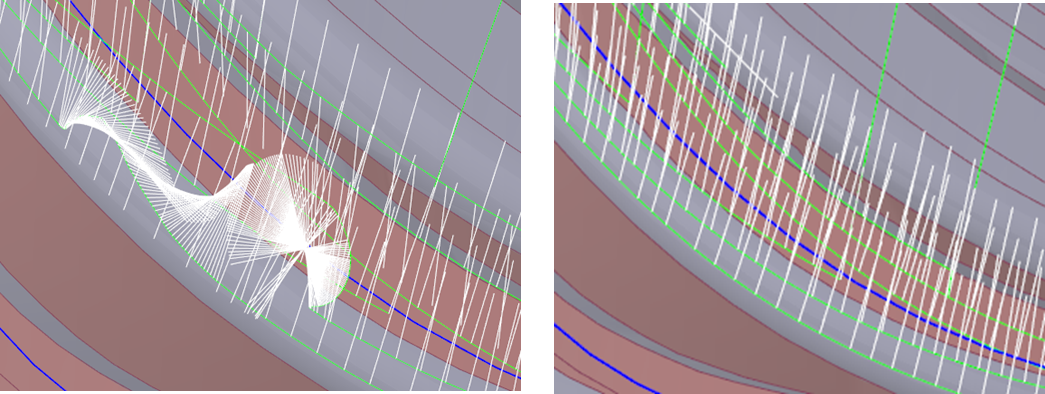
Trước và sau khi buộc hướng dao
|
|
|
Làm thế nào để tránh hướng vectơ dao không mong muốn khi tạo mẫu bằng đường cong? |
||
|
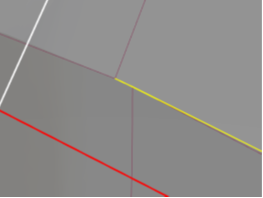
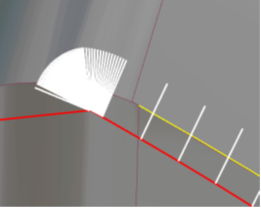
Trong một số trường hợp, việc chọn đường cong qua các cạnh có thể dễ dàng hơn. Tuy nhiên, các cạnh bị gãy nơi liên kết của các bề mặt kết nối trở nên khó tính toán, chuyển động của dao tại điểm đó tạo ra các vectơ không mong muốn. |
|
|
|
Trong những trường hợp như vậy, để khắc phục sự cố này, nên sử dụng tùy chọn mặt phẳng cho lựa chọn đường cong. Điều này loại bỏ rủi ro do các cạnh bị gãy và quỹ đạo dao cùng các vectơ dao được tạo ra một cách thích hợp. |
|
|
|
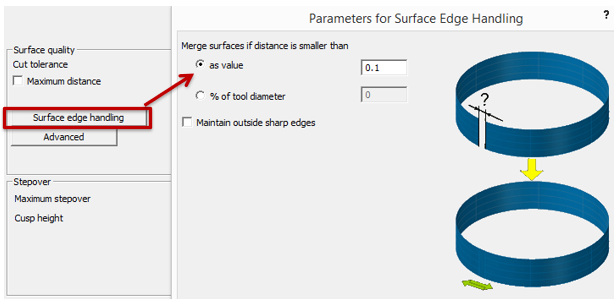
Xử lý cạnh bề mặt là gì? |
||
|
Xử lý cạnh bề mặt giúp ngăn ngừa các sự cố phổ biến như khoảng trống, chồng lấn và hành vi không mong muốn, đảm bảo quy trình gia công mượt mà và chính xác. Việc hợp nhất các bề mặt là một cách hiệu quả để giải quyết các vấn đề về độ chính xác của cạnh. Bạn có thể đặt khoảng cách hợp nhất làm giá trị cố định hoặc phần trăm đường kính dao." Bằng cách quản lý hiệu quả việc xử lý cạnh bề mặt, bạn có thể:
|
|
|
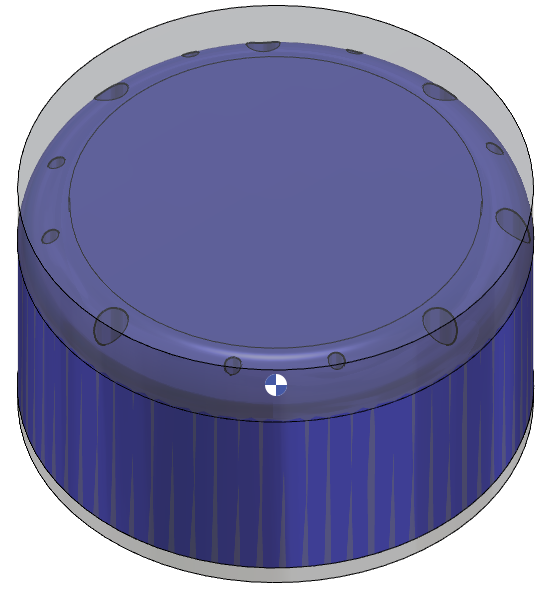
Chi tiết với nhiều lỗ
|
Gia công không có xử lý cạnh bề mặt
|
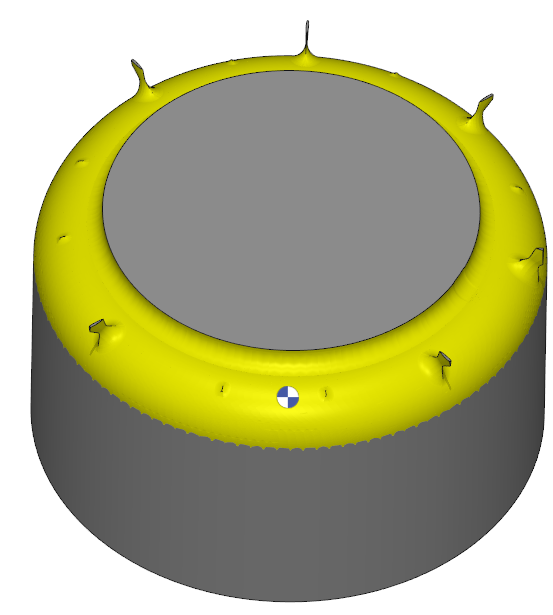
Có xử lý cạnh bề mặt
|
|
Điều gì xảy ra khi bán kính dao bên trong được kích hoạt? |
|
|
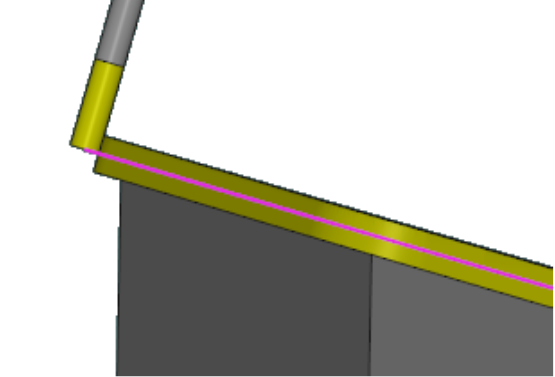
Để duy trì khoảng hở đầy đủ trong gia công theo vết bút chì, bán kính dao bên trong phải được tính vào dung sai cho đường cong hoặc bề mặt dẫn hướng. Kích hoạt tùy chọn này sẽ cộng bán kính dao vào dung sai đã chỉ định, đảm bảo quỹ đạo dao tiếp tuyến với bề mặt bên với độ lệch xuyên tâm. |
|
|
|
|
Độ dịch trục là gì? |
|
|
Độ dịch trục là độ lệch được áp dụng cho dao dọc theo trục của nó. Nó có thể được sử dụng để kiểm soát độ sâu cắt và điểm tiếp xúc của dao với phôi. Các phương pháp khác nhau cho độ dịch trục:
|
Biến dạng giữa 2 đường cong và nghiêng 90° và không có độ dịch trục
|
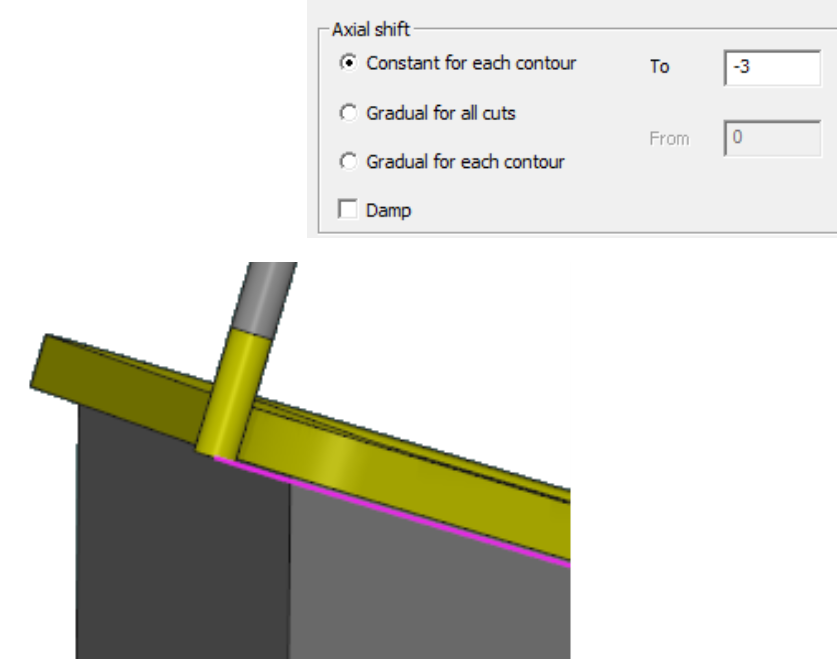
Biến dạng giữa 2 đường cong và nghiêng 90° và độ dịch trục đặt thành -3mm
|
|