|
|
Quy trình gia công sử dụng dao có răng để loại bỏ vật liệu. Chu kỳ này rất đặc biệt vì nó không phải là chu kỳ phay (dao không quay) cũng không phải là chu kỳ tiện (chi tiết không quay). Dao chạy tuyến tính theo trục Z chống lại bề mặt để tạo ra vết cắt. |
Điểm chính
|
|
|
Dao chuốt |
Quy trình mới để tạo dao chuốt : tạo 2 phần tử (mảnh cắt và thân dao) trong môi trường Kẹp / Đầu kẹp dao. Tệp dao giờ đây được tạo trực tiếp trong thư viện dao của menu Chuốt và biến mất khỏi môi trường ‘Thư viện dao / Dao định hình’ |
|
|
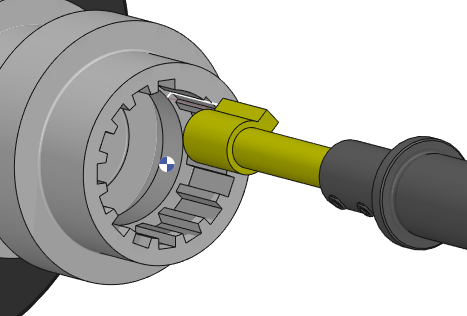
Chuốt |
Khả năng mới để lập trình chu kỳ chuốt lệch tâm . Trước đây, dao phải được căn chỉnh với trục Z. Bây giờ, với phương pháp tính toán mới, bạn có thể lập trình chu kỳ chuốt lệch tâm. |
|
Tham số chiến lược
|
Vùng hội thoại |
Tham số |
|
|
Độ cao và độ sâu |
||
|
Dao |
Điểm dẫn hướng |
|
|
Chiến lược |
Độ dài vượt quá cuối cùng |
|
|
Độ dài vượt quá bắt đầu |
||
|
Độ sâu đường cắt |
||
|
Số lượng đường cắt thêm |
Độ dày |
|
|
Tổng số lặp lại |
|
|
Tham số chuyển động
|
Vùng hội thoại |
Tham số |
|
|
An toàn |
Độ cao mặt phẳng nhanh. |
Khoảng cách an toàn |
Tham số công nghệ
|
Vùng hội thoại |
Tham số |
|
|
Điều kiện cắt |
Tốc độ bón |
|
|
Số dao |
Số cụ thể |
|
|
Số bù độ dài |
Số bù đường kính |
|
|
Trường người dùng |
Chú thích |
Thiết bị kiểm soát |
|
Cài đặt phay |
|
|

Tham số tùy chọn
|
Vùng hội thoại |
Tham số |
|
|
Hành vi trên kẹp và bộ phận |
||