|
|
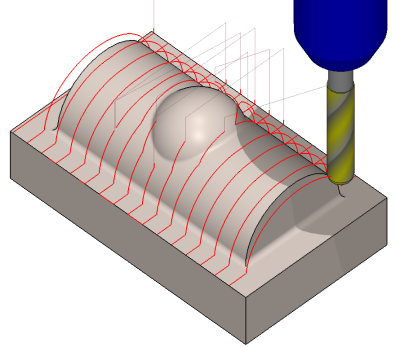
Dùng để gia công vật liệu còn lại bởi dao tham chiếu hình bán cầu (dao phay cầu) theo kiểu chu kỳ tinh mặt phẳng song song. |
Điểm chính
|
|
Tham số chiến lược
|
Vùng hội thoại |
Tham số |
|
|
Chiến lược gia công mặt đầu |
Loại quét |
Góc ren |
|
Dao sử dụng trong gia công thô |
Đường kính tham chiếu |
Bán kính tham chiếu |
|
Hạn chế gia công |
Vùng hạn chế |
|
|
Tính toán bước qua |
Bước qua (Tỷ lệ dao) |
Giá trị bước qua (Ae) |
|
XY Scallop |
|
|
|
Dung sai |
Dung sai vật liệu thô XY |
Dung sai vật liệu thô Z |
|
Dung sai vật liệu thô bình thường |
|
|
Tham số chuyển động
|
Vùng hội thoại |
Tham số |
|
|
An toàn (trong Z) |
Độ cao mặt phẳng nhanh. |
Khoảng cách an toàn |
|
Tiếp cận và trở lại trong Z |
Độ cao rút |
|
|
An toàn (trong XY) |
SD/ Cán dao |
Quản lý đầu kẹp dao |
|
Dẫn vào và dẫn ra trong XY |
||
Tham số công nghệ
|
Vùng hội thoại |
Tham số |
|
|
Điều kiện cắt |
Chất lượng |
Tốc độ cắt |
|
Tốc độ bón/dạo |
Hướng trục chính |
|
|
Tốc độ trục chính |
Tốc độ bón |
|
|
Phạm vi tốc độ |
||
|
Số dao |
Số cụ thể |
|
|
Số bù độ dài |
Số bù đường kính |
|
|
Trường người dùng |
Chú thích |
Thiết bị kiểm soát |
|
Cài đặt phay |
|
|

Tham số tùy chọn
|
Vùng hội thoại |
Tham số |
|
|
Hành vi trên kẹp và bộ phận |
Kiểm tra sâu cắn |
Bù XY |
|
Bù Z |
||
|
Tính toán đường cong |
Dung sai đường cong |
Phân đoạn đường cong |