
|
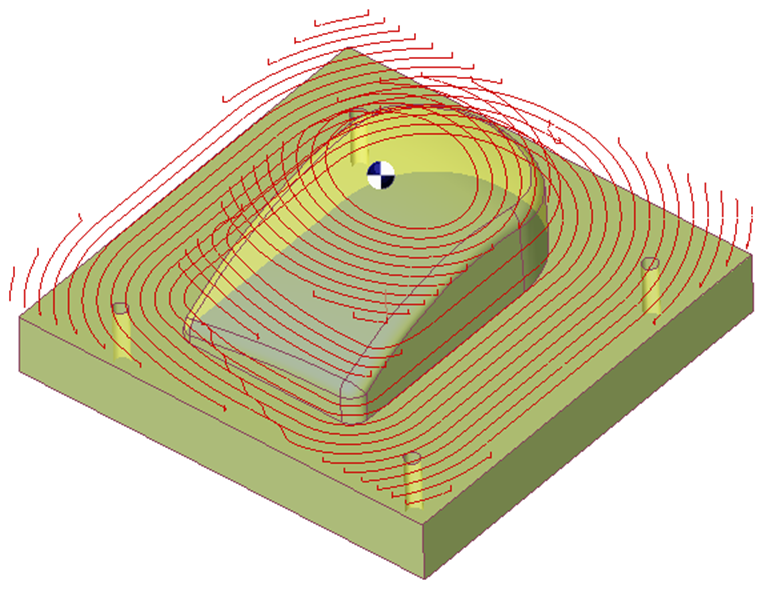
Stok kaba tekrar işleme, kaba işleme çevriminin uygulandığı zamandaki kalan malzemeyi arayarak, katıyı veya yüzeyleri kapsayan polihedron ile önceki işleme aşamalarından elde edilen polihedronu karşılaştırarak parçayı devam ettirmeye olanak tanır. |
Anahtar Noktalar
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
İşleme Yönü |
|
|
Optimizasyon |
|
|
|
İşleme Sınırlaması |
Sınırlama Alanı |
|
|
|
||
|
Ters açı ve Tekrar İşleme |
Ters açı işleme |
Ada tekrar işleme |
|
Tarak tekrar işleme |
Tarak değeri |
|
|
Stok Hesaplama |
||
|
|
||
|
Adım Aşımı Hesaplama |
Adım aşımı (Takım oranı) |
Adım aşımı değeri (Ae) |
|
XY Tarak |
Tarak oluşumuna uy |
|
|
Z Adımı |
Z Adımı (Ap) |
|
|
Paylar |
XY Stok payı |
Z Stok payı |
|
Normal stok payı |
|
|
|
Yükseklik listesi |
Yükseklik listesi |
|
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
Hızlı hareket düzlemi yüksekliği |
Güvenlik mesafesi |
|
Z'de yaklaşma ve geri dönüş |
Yaklaşma yüksekliği |
Geri çekilme yüksekliği |
|
Geri dönme yüksekliği |
|
|
|
Z Dalma |
Dalma |
Mini helis rad. |
|
Mini açılı rad. |
Mini işleme alanı rad. |
|
|
Dalma açısı |
|
|
|
Hızlı hareketlerin yönetimi |
Hareketler: Hızlı, G1 Fmax, G0/G1 Fmax |
Fmax güvenlik mesafesi |
|
Hızlı/Fmax % |
|
|
|
Güvenlik (XY'de) |
XY güvenlik mesafesi |
SD/ Takım sapı |
|
Takım tutucu yönetimi |
|
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
İlerleme/diş |
İş mili yönü |
|
|
İş mili hızı |
||
|
İlerleme |
Devir sırası |
|
|
Takım Numaralandırma |
Takım numarası |
Özel numara |
|
Uzunluk telafi numarası |
Çap telafi no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol Ünitesi |
|
Frezeleme Ayarı |
|
|

Seçenekler Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Mengene ve bileşenlerde davranış |
Ölçü Kontrolü |
XY Ofseti |
|
Güvenli alan |
Z Ofseti |
|
|
Takım Yolu Optimizasyonu |
Tekrar İşleme Alanı Toleransı |
Maksimum adım aşımını işle |
|
İlerleme hızı azaltma katsayısı |
Maksimum adım aşımı katsayısı |
|
|
HSM Radyüs tipi |
HSM döngü yarıçapı |
|
|
Kontür üzerindeki radyüsler |
|
|
|
Eğri Hesaplamaları |
Eğri toleransı |
Eğri segmentasyonu |
|
Takım Yolu Hesaplaması |
Takımyolundaki yayların ayrışması |
Yayların ayrışma toleransı |
|
Soğutma |
||