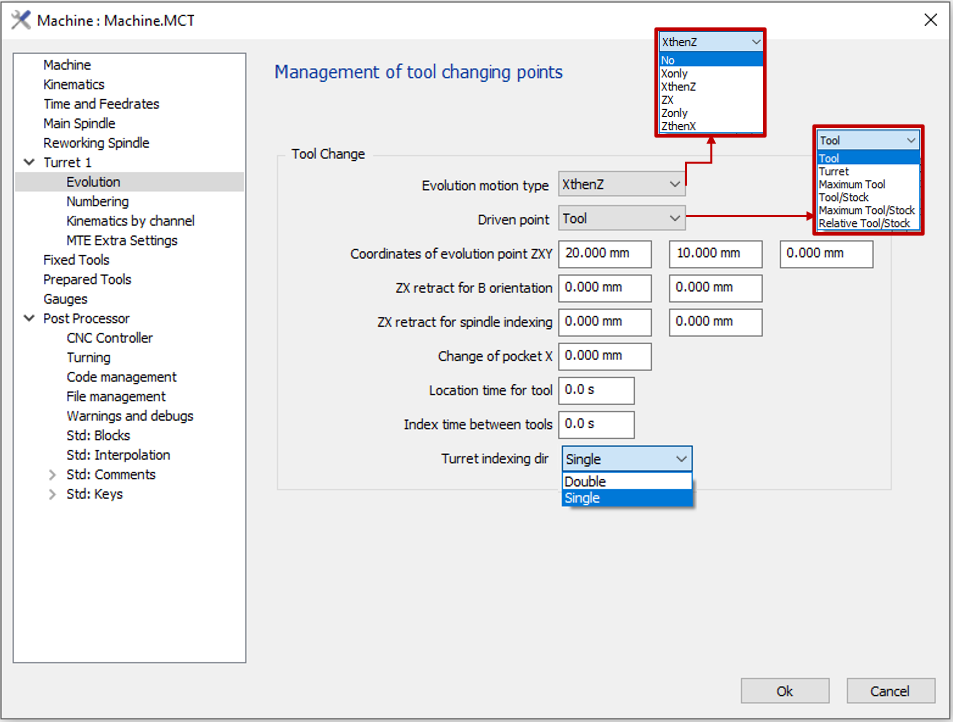
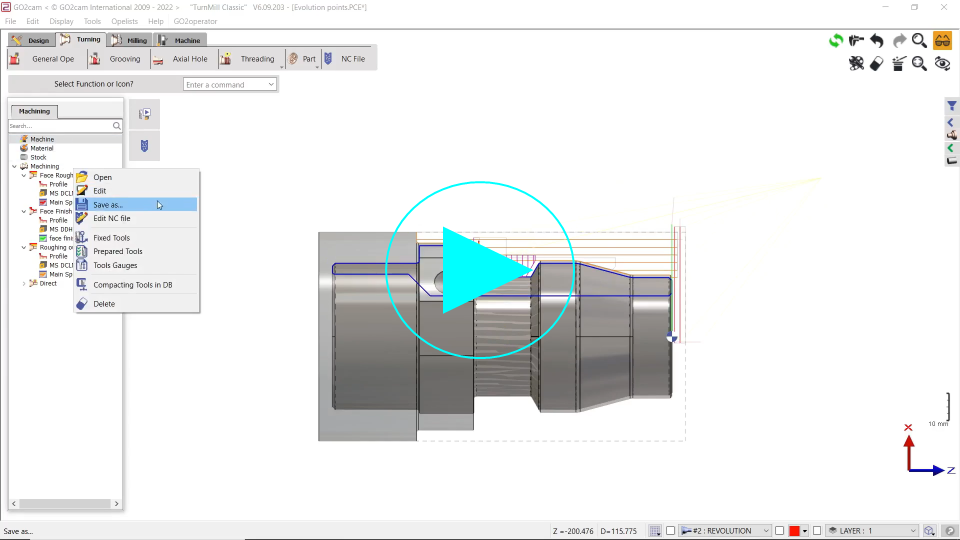
Takım Değiştirme Noktası, takım değiştirme noktasıdır. Takım değiştirme noktalarının yönetimi için çeşitli yapılandırmalara izin veren makine düzenleme penceresinde erişilebilir:
|
Takım Değiştirme Hareket Tipi
|
The Evolution motion defines the tool movement at the end of machining to the tool change point based on the driven point chosen. The Evolution motion type can be of various configurations as visible on the image above; either motion only in X veya Z, X'i takip eden Z hareketi veya tersi, veya ZX'i takip eden çapraz bir hareket. |
||
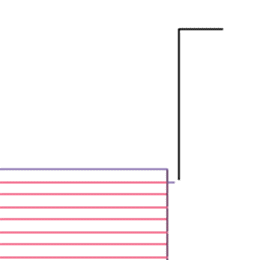
XthenZ
|
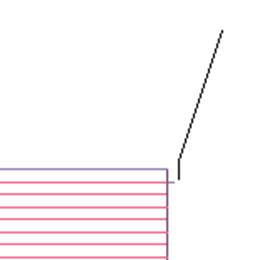
ZX
|
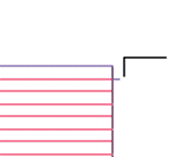
Zonly
|
|
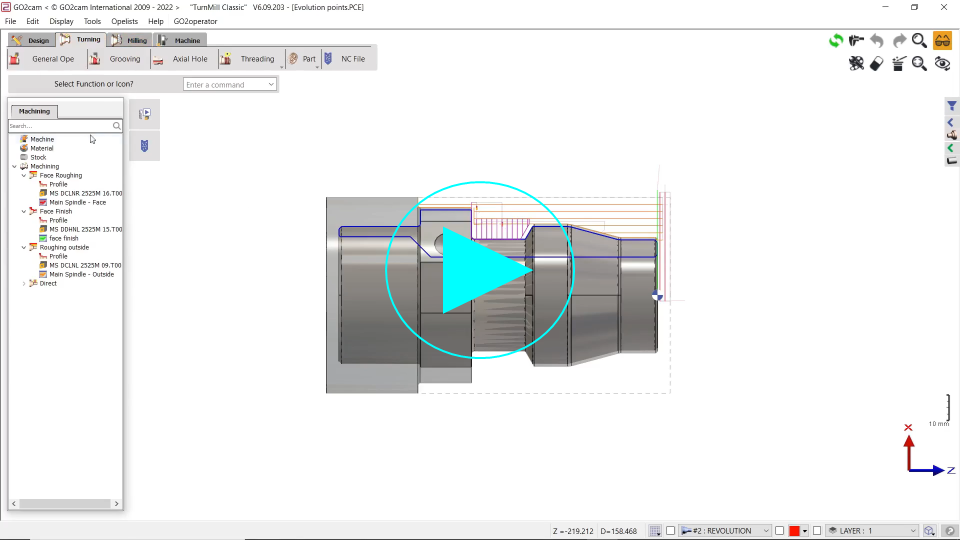
Sağda, hareket türlerinin bazılarını gösteren bir video izleyebilirsiniz. |
Takım Değiştirme Hareket Tipi
|
|
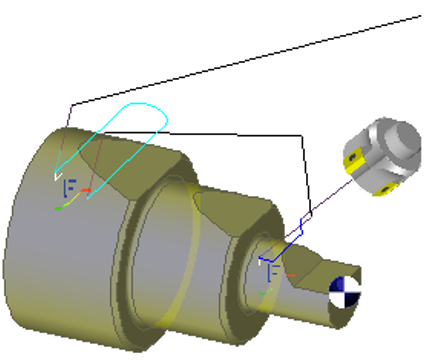
Sürülen Nokta
Takımın hareketi, seçilen Sürülen nokta seçeneği ve tanımlanan ZXY koordinat değerleri tarafından yönlendirilir.

|
|||
|
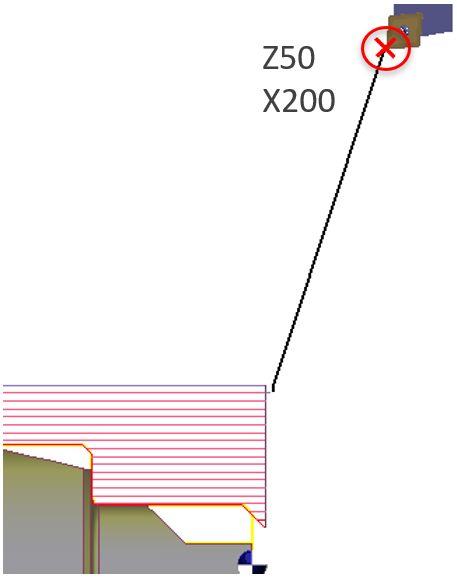
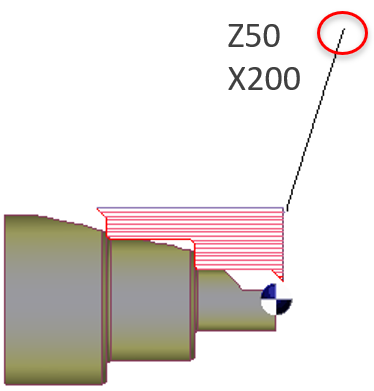
Takım Seçeneği Takım ucu, ayarlanan ZXY koordinatlarına kadar hareket edecektir. |
|
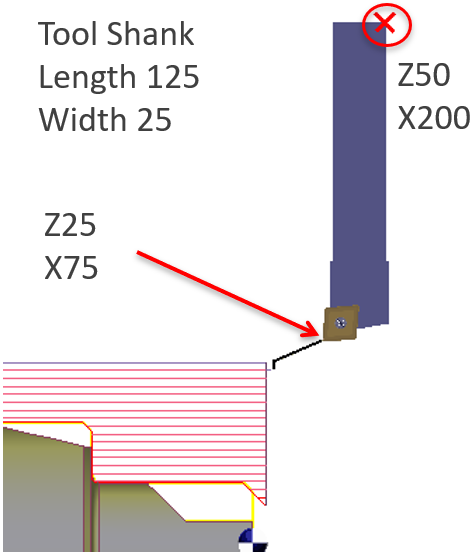
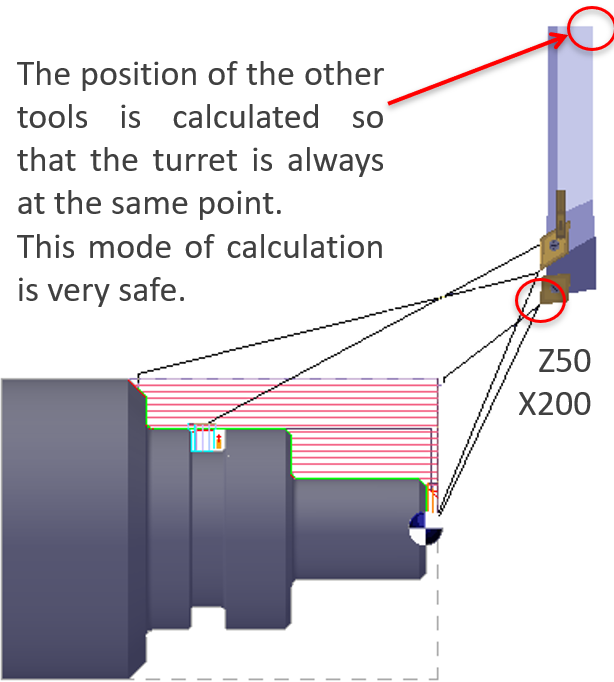
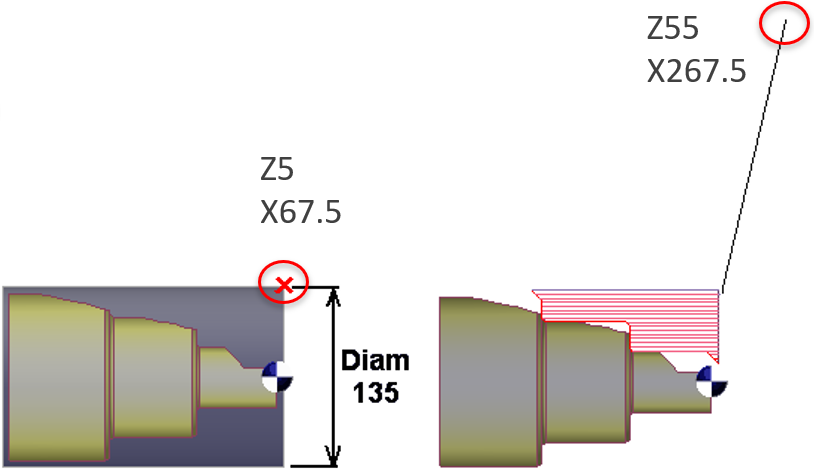
Taret Seçeneği Bu seçenekte, takım, tarete takılı takımın (kırmızı çarpı ile gösterilen) ZXY koordinatlarında tanımlanan noktaya gelene kadar hareket edecektir. |
|
|
Maksimum Takım Seçeneği Parçada kullanılan en uzun takım dikkate alınır. Bu takım, takım değiştirme noktası koordinatlarına yaklaşır ve geri çekilir. |
|
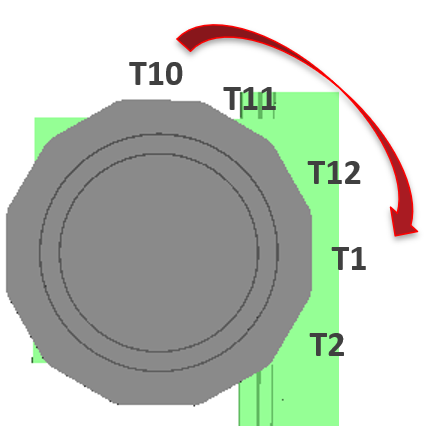
Göreceli Takım/Stok Seçeneği En Uzun Takım ile aynı, hesaplama en uzun takıma göre yapılır ancak en uzun olanı T10'dan sonra ve T1 sadece. Çevrim 1 : Takım T10 Çevrim 2 : Takım T1 |
|
|
Takım/Stok, Maksimum Takım/Stok Takım seçeneği ve Maksimum Takım seçeneği Stoka göre . Aynı seçenekler Maksimum Takım ancak hesaplama mutlak değil, kalan stok . |
|
|
|
|
Sağda Takım, Taret ve Maksimum takım seçeneklerinin örneklerini gösteren bir video bulacaksınız.
|
Sürülen Nokta
|
||
|
Sağda Takım/Stok seçeneğinin örneğini gösteren bir video bulacaksınız. |
Sürülen Nokta Takım - Stok
|
||
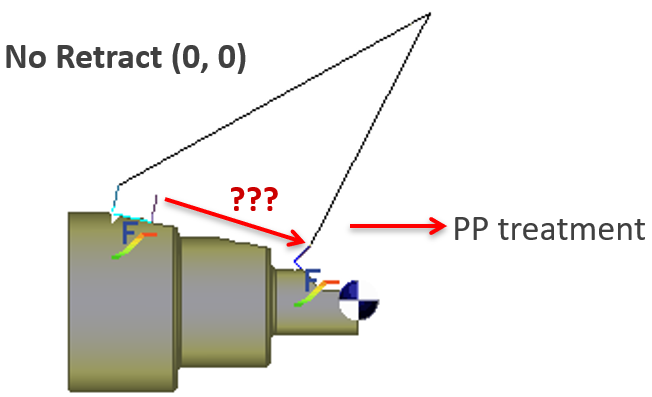
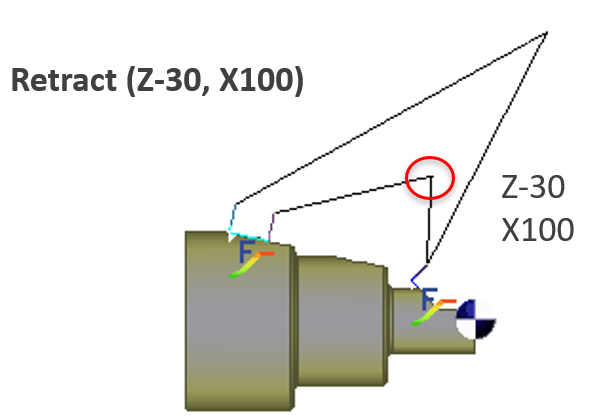
B oryantasyonu için ZX Geri Çekme
|

Bu seçenek çok özel bir durumda kullanılır:
|
|
|
Bu durumda, yeni oryantasyonun güvenli bir şekilde yapılabilmesi için bir geri çekilme noktası eklenir. |
|
|
|
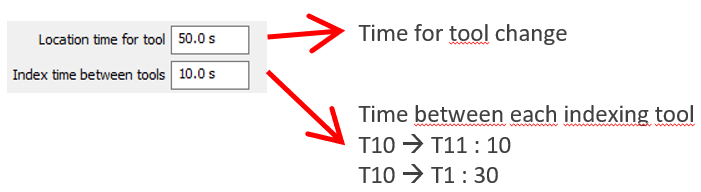
Konum/İndeks Süresi
|
These 2 options, Takım için konumlandırma süresi and Takımlar arasındaki indeksleme süresi , set the time for a complete tool change. Takım için konumlandırma süresi is the time for a tool change between 2 cycles, excluding the time for tool indexing in the turret, which is defined by the Takımlar arasındaki indeksleme süresi . Numaralandırma sayfasında takım sayısını tanımlamanız gerekir. |
|
|
Örnek: 2. ve 3. çevrim arasında 1 takım değişimi= 50 sn T1 ve T10 arasında 3 indeksleme= 3 x 10 sn = 30 sn Toplam = 80 sn.
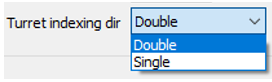
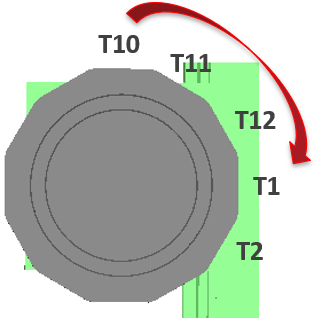
Taretin yönü tek, ise, dönemezsiniz T10'dan T1'e ancak sadece T1'den T10'a: 9 indeksleme süresi! Toplam süre = 140 sn.
|
|