Ouvrir une DENT en format STL et appliquer automatiquement le trajet d'outil.
Nous divisons la DENT en 3 zones d'usinage :
|
“ Zone personnalisée ” 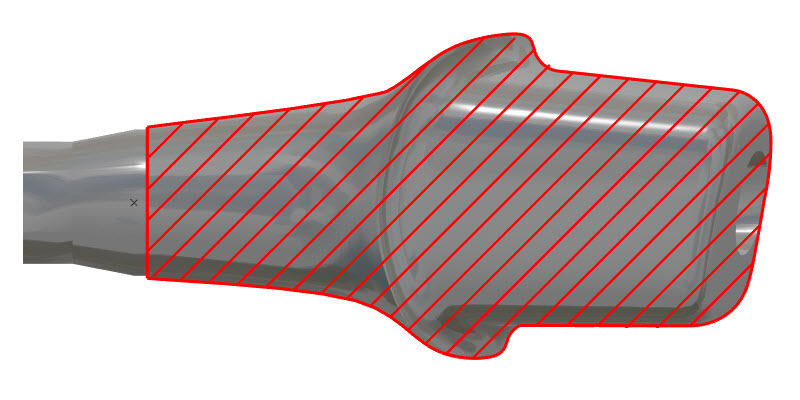
|
“ Zone de connexion ” 
|
“ Zone de trou ” 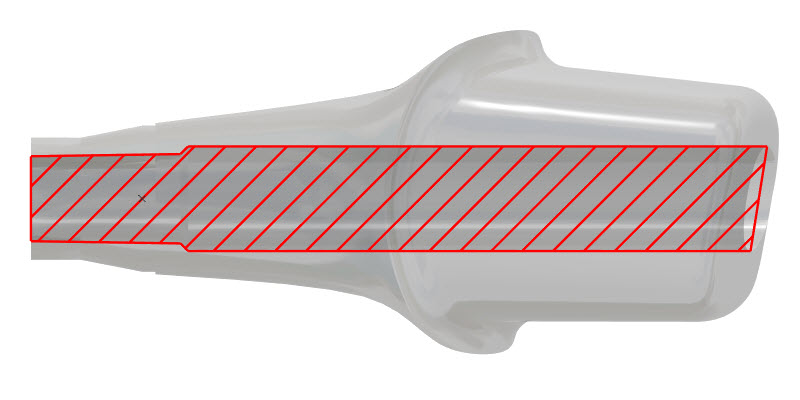
|
|
Pour usiner Zone personnalisée sur la dent, nous utilisons les outils ci dessous Outil de tournage(Outil N°2) pour faire l'ébauche de tournage : Fraise hémisphérique D03(Outil N°5) en direction Radiale pour faire l'ébauche de fraisage Fraise hémisphérique D01.5(Outil N°3) en direction radiale pour faire l'usinage de rattrapage (Semi ébauche) Fraise hémisphérique D01.5(Outil N°3) en direction Radiale pour finir la surface en 4 axes Fraise 2 tailles D02(Outil N°6) en direction axiale pour finir la surface d'occlusion
|
Pour usiner Zone de connexion , nous utilisons les outils ci dessous Outil de tournage arrière(Outil N°3) pour faire l'ébauche de tournage de la zone de connexion Fraise 2 tailles D04(Outil N°4) pour faire le profil hexagone de la zone de connexion Outil à tronçonner(Outil N°1) pour couper la pièce de l'extrémité de la zone de connexion |
Pour usiner Zone de trou , nous utilisons les outils ci dessous Foret à pointer D4(Outil N°7) pour faire le pointage avant le perçage du trou Foret (Outil N°8 9 10) pour percer le trou |
NB :
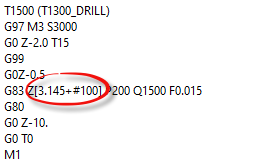
Code G pour Trous et Connexion n'est pas géré par le CAM.
Trous et Connexion sont gérés par sous programme.
Trajet d'outil pour Trous et Connexion sont toujours les mêmes selon chaque fournisseur
Dans le fichier CN nous avons « nouveau POINT DE RÉFÉRENCE » ici la variable utilisée est #100
Machine actuelle en production :
Star – SB-20R TypeG
Star - SR 20 JII Type B
Machine en attente
Citizen L20
Chiron FZ08MT