
|
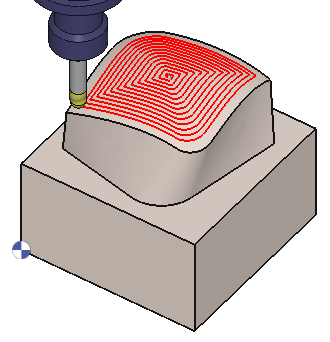
Le cycle Morphing poche est un cycle poche avec des trajectoires évolutives en fonction du profil de référence et du solide sélectionnés. Les trajectoires s'adapteront progressivement du profil sélectionné à la forme de la pièce. |
Points clés
|
Un profil de référence correspondant à la poche doit être défini. Afin que les trajectoires soient générées à l'intérieur et à partir de celui ci, évoluant par rapport aux surfaces de la poche. L'usinage se fera du centre vers le profil ou inversement. |
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de parcours |
Sens usinage |
Méthode d'usinage |
|
Sens parcours |
|
|
|
Définition de la zone d'usinage |
Zone d'usinage / Référence |
Type décalage |
|
Décalage sur profil référence |
|
|
|
Calcul recouvrement |
Recouvrement (Ratio outil) |
Valeur recouvrement (Ae) |
|
Crête en XY |
|
|
|
Surépaisseurs |
Surépaisseur XY |
Surépaisseur Z |
|
Surépaisseur normale |
|
|
Paramètres de déplacement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
Alt. plan garde |
Distance sécurité |
|
Approche et retour en Z |
Alt. pt. remontée |
|
|
Sécurité (en XY) |
Ds / Queue outil |
Gestion du porte outil |
|
Engagement et dégagement en XY |
||
Paramètres technologiques
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens rotation |
|
|
Vitesse rotation |
Unité avance |
|
|
Numéro de gamme |
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
Numéro correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Paramètres fraisage |
|
|

Paramètres optionnels
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
Gestion des collisions |
Offset XY |
|
Zone de sécurité |
Offset Z |
|
|
Calcul des courbes |
Tolérance courbe |
Découpe courbe |