Informations générales
|
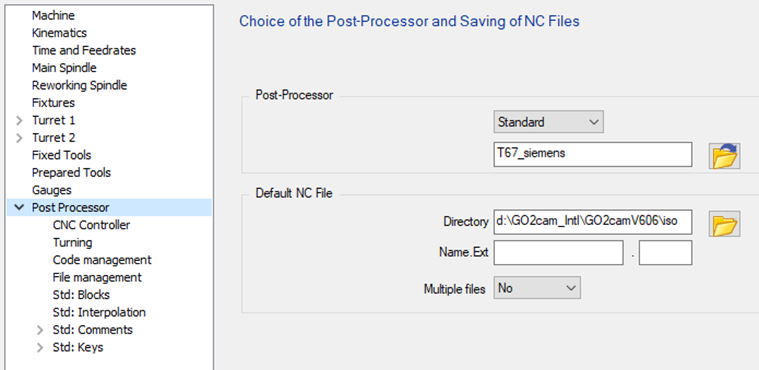
Le standard possède quatre pages de configuration pour gérer toutes les options disponibles :
|
|
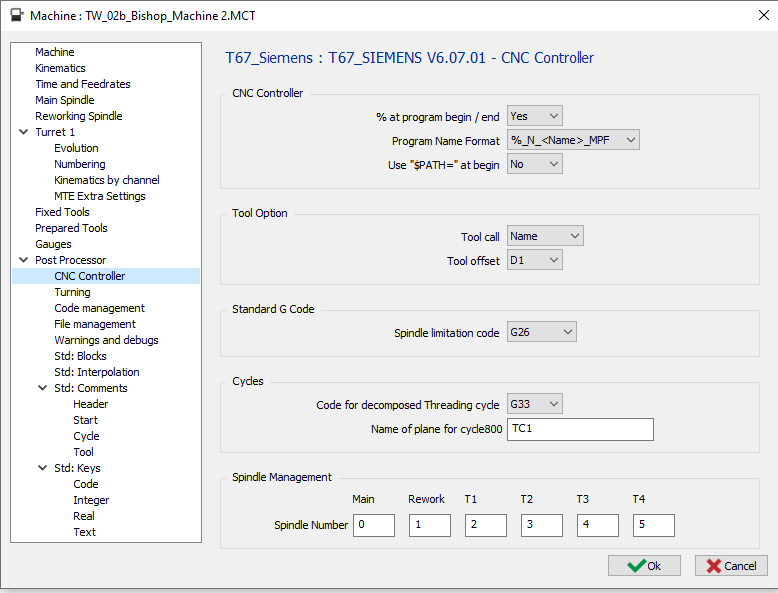
1 Page Contrôleur CN
|
1.1 Contrôleur CN – % en début / fin de programme
|
Option |
Résultat |
|
Non |
N5 G00 G53 Z0 … … M30 |
|
Oui |
% N5 G00 G53 Z0 … … M30 % |
1.2 Contrôleur CN – Format du nom de programme
Même si le % en début / fin de programme est désactivé dans l'option précédente, les 2 premières options pour le nom du programme généreront un %
|
Option |
Résultat |
|
%_N_<nom>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<nombre> |
%MPF1 N5 G00 G53 Z0 … … |
|
sans |
G00 G53 Z0 … … |
1.3 Contrôleur CN – Utiliser “$PATH=” au début
L'option n'est disponible que si le Format du nom de programme est réglé sur “%_N_<nom>_MPF”.
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
Oui |
%_N_PROG_MPF ;$PATH=/_N_MPF_DIR N5 G00 G53 Z0 … … |
1.4 Option Outil – Appel Outil
|
Option |
Résultat |
|
Numéro |
… … T01 M06 … … |
|
Nom |
… … T=”CNMG 04” M06 … … (CYCLE BRISAGE COPEAUX) G83 Z-6 Q2000 F500 G80 … … |
1.5 Option Outil – Compensation Outil
|
Option |
Résultat |
|
D1 |
… T01 D01 M06 … … T02 D01 M06 … |
|
D.. |
… T01 D01 M06 … … T02 D02 M06 … |
1.6 Code G Standard – Code de limitation de broche
|
Option |
Résultat |
|
G26 |
… G26 S2500 … |
|
LIMS |
… LIMS=2500 … |
1.7 Cycles – Code pour cycle de filetage décomposé
Le cycle de filetage doit être réglé sur “décomposé” dans le générateur.
|
Option |
Résultat |
|
G33 |
… G01 X39.071 F3.5 G33 Z-43 G00 X44 Z2.5 … |
|
G32 |
… G01 X39.071 F3.5 G32 Z-43 G00 X44 Z2.5 … |
1.8 Gestion de broche – Numéro de broche
Définir ici le numéro qui sera utilisé par la fonction SETMS pour :
-
Principale : Broche principale
-
Reprise : Broche de reprise
-
T1 : Première tourelle
-
T2 : Deuxième tourelle
-
T3 : Troisième tourelle
-
T4 : Quatrième tourelle
Si le numéro est réglé sur 0, SETMS sera généré sans numéro.
|
Option |
Résultat |
|

|
… ;Choisir la broche principale SETMS … … ;Choisir la broche de reprise SETMS(1) … … |

|
… ;Choisir la broche principale SETMS(5) … … ;Choisir la broche de reprise SETMS(6) … … |
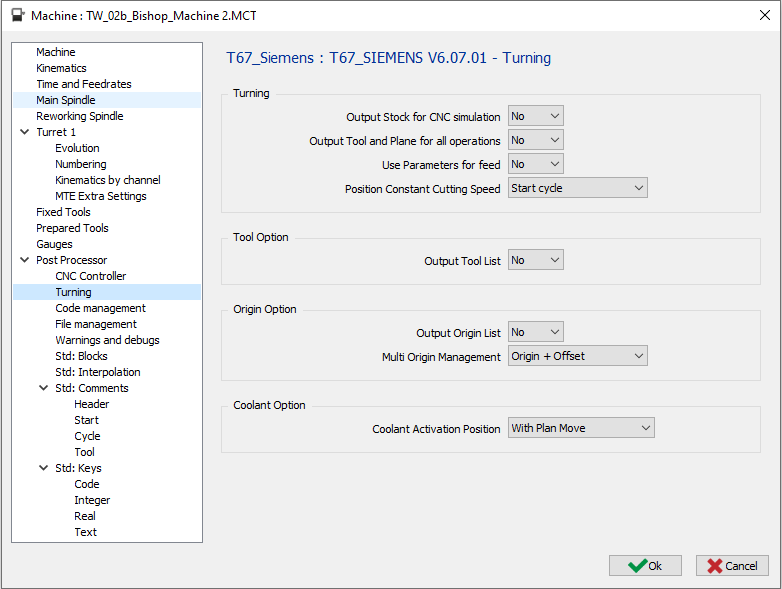
2 Page Tournage
|
2.1 Tournage – Sortie Brut pour Simulation CN
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … … |
|
Oui |
%_N_PROG_MPF N5 WORKPIECE(,"",,"CYLINDER",64,2,-32,-80,30) … … |
2.2 Tournage – Sortie Outil et Plan pour toutes les opérations
|
Option |
Résultat |
|
Non |
… ;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 AVEC OUTIL 1 ET PLAN 1 … |
|
Oui |
… ;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 AVEC OUTIL 1 ET PLAN 1 T01 D01 M06 CYCLE800(1,"TC1",0,39,0,0,0,90,-90,0,0,0,0,-1) … |
2.3 Tournage – Utiliser les paramètres pour l'avance
|
Option |
Résultat |
|
Non |
… T01 D01 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Oui |
R21 = 0.1 … T01 D01 G00 X20 Z2 G01 Z-20 G95 F R21 … … |
2.4 Tournage – Position Vitesse de coupe constante
|
Option |
Résultat |
|
Début cycle |
T01 D01 G26 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
Début usinage |
T01 D01 G97 S284 M04 G00 G90 X24. Z2.8 G26 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Option Outil – Sortie Liste Outils
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … … |
|
Oui |
%_N_PROG_MPF ;DÉBUT LISTE OUTILS ;T1 CMNG 04 ;T2 ... ;T2 ... ;FIN LISTE OUTILS … … |
2.6 Option Origine – Sortie Liste Origines
|
Option |
Résultat |
|
Non |
%_N_PROG_MPF … |
|
Oui |
%_N_PROG_MPF ;DÉBUT LISTE ORIGINES ;G54 ;G55 ;... ;FIN LISTE ORIGINES … |
2.7 Option Origine – Gestion Multi Origines
|
Option |
Résultat |
|
Origine seule |
% O1000 … G54 … |
|
Origine + Décalage |
% O1000 … G54 TRANS X10 Y20 Z10 … |
Sans MTE :
Si l'option est réglée sur “Origine seule” pour chaque origine définie sur la pièce, nous générerons un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CN. Si vous pouvez avoir plus d'origines, vous devez utiliser la deuxième option “Origine + Décalage”
Si l'option est réglée sur “Origine + Décalage”, seule G54 sera générée et le décalage avec TRANS.
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante “$G54_”. Cela signifie que G54 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, l'origine par défaut G54 sera générée.
Si vous utilisez “Origine + Décalage”, vous devez utiliser une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Vous pouvez ajouter n'importe quel texte après le trait de soulignement pour reconnaître votre décalage “$G54_Up”, “$G54_Right”, …
Avec machine 5 axes :
Le décalage d'origine est généré avec la fonction de plan incliné Cycle800 s'il est configuré pour être généré. Donc, aucun TRANS n'est généré.
2.8 Option Arrosage – Position d'activation de l'arrosage
La deuxième et la troisième option donneront le même résultat pour les opérations de tournage.
Il y aura une différence pour les opérations de fraisage utilisant des outils tournants.
|
Option |
Opération de tournage |
Opération de fraisage (outil tournant) |
|
Avec Broche |
… T01 D01 M06 S1000 M03 M08 G00 X15 Z2 … … |
… T01 D01 M06 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Avec Changement de Plan |
… … T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… … T01 D01 M06 S1000 M03 G00 X15 C0 M08 Z2 … |
|
Avec Mouvement de Plongée |
… T01 D01 M06 S1000 M03 G00 X15 Z2 M08 … … |
… T01 D01 M06 S1000 M03 G00 X15. C0 Z2 M08 … |
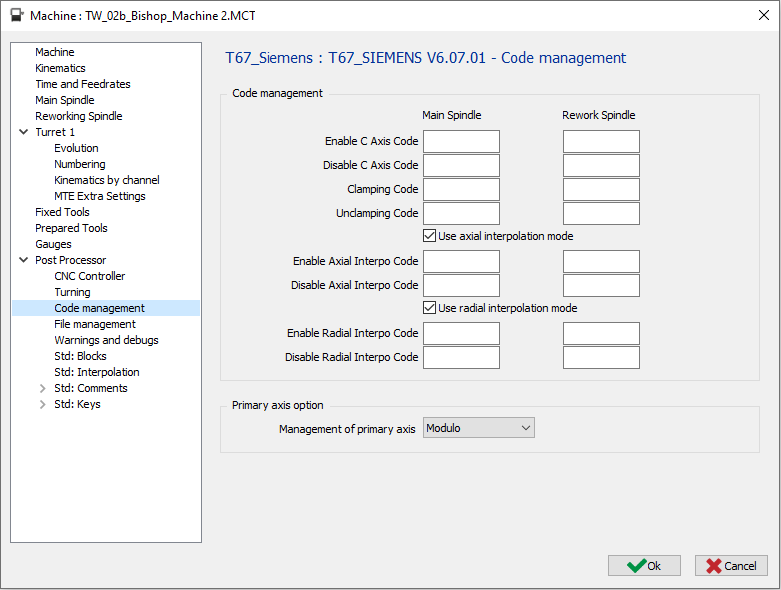
3 Page gestion code
|
3.1 Gestion du code – Activer le code Axe C
|
Option |
Résultat |
|
“vide” |
… T01 D01 M06 S1000 M03 G17 G28 G90 H0 C10 … |
|
M51 |
… T01 D01 M06 S1000 M03 G17 M51 G28 G90 H0 C10 … |
3.2 Gestion du code – Désactiver le code Axe C
|
Option |
Résultat |
|
“vide” |
… X200 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Gestion du code – Code de bridage
|
Option |
Résultat |
|
“vide” |
… C10 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
3.4 Gestion du code – Code de débridage
|
Option |
Résultat |
|
“vide” |
… G0 Z20 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
3.5 Gestion du code – Utiliser le mode d'interpolation axiale
Si la machine n'a pas l'option TRANSMIT, la sortie peut se faire en décomposé.
Aucune interpolation circulaire ne sera générée, n'utilisez pas la compensation d'outil.
|
Option |
Résultat |

|
Sortie opération axiale avec TRANSMIT |

|
Sortie opération axiale décomposée |
3.6 Gestion du code – Activer le code d'interpolation axiale
Si le champ est vide, le code utilisé par défaut sera TRANSMIT
|
Option |
Résultat |
|
“vide” |
… G01 Z-5 TRANSMIT … |
|
TRANSMIT(2) |
… G01 Z-5 TRANSMIT(2) … |
3.7 Gestion du code – Désactiver le code d'interpolation axiale
Si le champ est vide, le code utilisé par défaut sera TRAFOOF
|
Option |
Résultat |
|
“vide” |
… TRAFOOF G00 Z20 … |
|
TRAFOOF(2) |
… TRAFOOF(2) G00 Z20 … |
3.8 Gestion du code – Utiliser le mode d'interpolation radiale
Si la machine n'a pas l'option TRACYL, la sortie peut se faire en décomposé.
Aucune interpolation circulaire ne sera générée, n'utilisez pas la compensation d'outil.
|
Option |
Résultat |

|
Sortie opération axiale avec G107 |

|
Sortie opération axiale décomposée |
3.9 Gestion du code – Activer le code d'interpolation radiale
Si le champ est vide, le code utilisé par défaut sera TRACYL(…)
|
Option |
Résultat |
|
“vide” |
… TRACYL(10.000) … |
|
TRACYL($D,1) |
… TRACYL(10.000,1) … |
3.10 Gestion du code – Désactiver le code d'interpolation radiale
Si le champ est vide, le code utilisé par défaut sera TRAFOOF
|
Option |
Résultat |
|
“vide” |
… TRAFOOF … |
|
TRAFOOF(2) |
… TRAFOOF(2) … |
3.11 Option axe principal – Gestion de l'axe principal
|
Option |
Résultat |
|
Modulo |
… C0 … C359 C0 … |
|
Linéaire |
… C0 … C359 C360 … |
|
Incrémentiel |
… C0 … C=IC(1) C=IC(1) … |
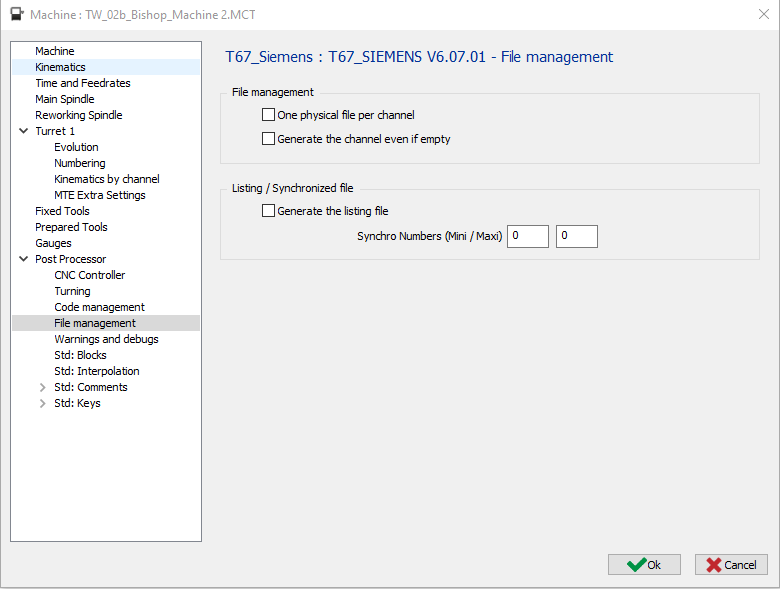
4 Page gestion des fichiers
|
4.1 Gestion des fichiers – Un fichier physique par canal
|
Option |
Fichier 1 |
Fichier 2 |
|
|
O1000 (PROGRAMME PREMIER CANAL) … … M30
O1001 (PROGRAMME DEUXIEME CANAL) … … M30 |
|
|
|
O1000 (PROGRAMME PREMIER CANAL) … … M30 |
O1001 (PROGRAMME DEUXIEME CANAL) … … M30 |
4.2 Gestion des fichiers – Générer le canal même s'il est vide
|
Option |
Résultat |
|
|
Si un canal est vide, aucune sortie du programme |
|
|
Si un canal est vide, le programme sera généré (mais vide (Seuls O1001 et M30 seront générés) |
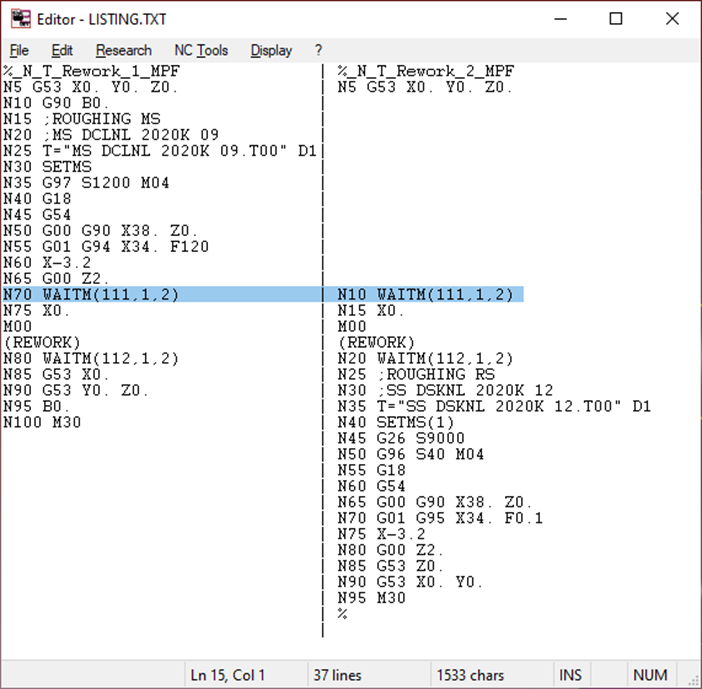
4.3 Fichier Listing / Synchronisé – Générer le fichier Listing
Vous devez définir le Numéro de Synchro mini & maxi pour générer le listing
|
Option |
Résultat |
|
|
Ne pas générer le fichier pour voir la synchro entre les canaux. |
|
|
Générer le fichier pour voir la synchro entre les canaux. |
Le fichier nommé Listing.TXT sera généré et affiché.
|
Fichier Listing / Synchronisé – Numéros de Synchro (Mini / Maxi)
Définir ici les numéros de synchronisation (par exemple 500 – 540)
Le post-processeur recherchera les numéros de synchronisation entre ces valeurs mini et maxi pour générer le fichier Listing.TXT.
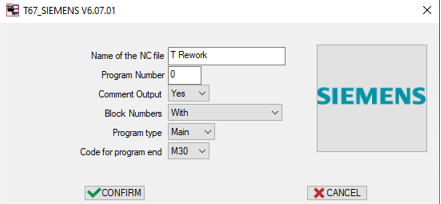
5 Page Lancement
|
5.1 Nom du fichier CN : Définir ici le Nom du fichier CN généré.
L'extension doit être définie dans la configuration MCF.
5.2 Numéro de programme : Si 0 est défini, le numéro de programme sera réglé sur 1.
|
Option |
Résultat |
|
0 |
%MPF1 … |
|
“10” |
%MPF10 … |
|
“1234” |
%MPF1234 … |
5.3 Sortie Commentaire
|
Option |
Résultat |
|
Non |
… T01 D01 M06 … |
|
Oui |
… ;SURFAÇAGE ;CNMG 04 T01 D01 M06 … |
5.4 Numéros de Bloc
|
Option |
Résultat |
|
Avec |
%MPF1 N5 T01 D01 M06 N10 G00 X10 Z20 N15 Z10 … … N50 T02 D02 M06 N55 G00 X20 Z20 N60 Z10 … |
|
Sans |
%MPF1 T01 D01 M06 G00 X10 Z20 Z10 … … T02 D02 M06 G00 X20 Z20 Z10 … |
|
Changement d'outil seulement |
%MPF1 N5 T01 D01 M06 G00 X10 Z20 Z10 … … N10 T02 D02 M06 G00 X20 Z20 Z10 … |
5.5 Type de programme
|
Option |
Résultat |
|
Principal |
% MPF1 … … M30 |
|
Secondaire |
% SPF1 … … M17 |
5.6 Code de fin de programme :
|
Option |
Résultat |
|
M30 |
… M30 % |
|
M02 |
… M02 % |