|
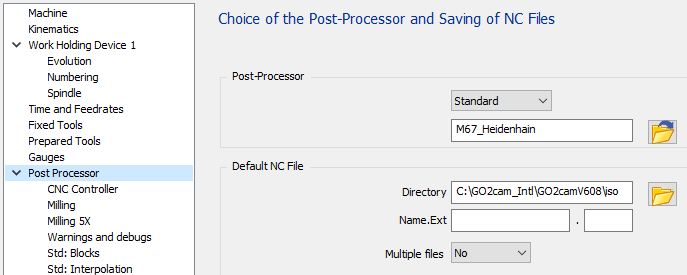
Le standard possède trois pages de configuration pour gérer toutes les options disponibles : La première page « Contrôleur CNC » concerne les options CNC. La deuxième page « Fraisage » permet d'adapter la sortie pour le fraisage, les outils, l'arrosage et les origines. La troisième page « Fraisage » concerne les paramètres 5 axes. |
|
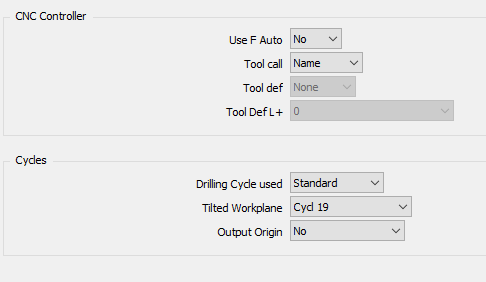
Page Contrôleur CNC
Section Contrôleur CNC
|
Utiliser F Auto
|
Option |
Résultat |
|
Non |
… APPEL OUTIL 1 Z S1200 … L X0 Y0 FMAX L Z20 F200 … |
|
Oui |
… APPEL OUTIL 1 Z S1200 F200 … L X0 Y0 FMAX L Z20 FAUTO … |
Appel outil
|
Option |
Résultat |
|
Numéro |
… APPEL OUTIL 1 Z S1200 … |
|
Nom |
… APPEL OUTIL “FRAISE_D10” Z S1200 … |
Définition outil
|
Option |
Résultat |
|
Aucun |
DEBUT PROG 1 MM … APPEL OUTIL 1 Z S1500 … APPEL OUTIL 2 Z S2000 … FIN PROG 1 |
|
Départ |
DEBUT PROG 1 MM DEF OUTIL 1 L+80 R+6 DEF OUTIL 2 L+80 R+10 … APPEL OUTIL 1 Z S1500 … APPEL OUTIL 2 Z S2000 … FIN PROG 1 |
|
Outil |
DEBUT PROG 1 MM … DEF OUTIL 1 L+80 R+6 APPEL OUTIL 1 Z S1500 … DEF OUTIL 2 L+80 R+10 APPEL OUTIL 2 Z S2000 … FIN PROG 1 |
Section Cycles
Cycle de perçage utilisé
|
Option |
Résultat |
|
Standard |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX Z+2. DEF CYC 1.0 PIQUAGE DEF CYC 1.1 RETRAIT +2 DEF CYC 1.2 PROFONDEUR -10.412 DEF CYC 1.3 PIQUAGE +10.412 DEF CYC 1.4 TEMPO +0 DEF CYC 1.5 F606 APPEL CYC … |
|
Universel |
… L X-20. Y+20. M03 FMAX L Z+50. FMAX DEF CYC 200 PERCAGE~ Q200=2 ;RETRAIT~ Q201=-10.412 ;PROFONDEUR~ Q206=606.4 ;AVANCE PLONGÉE~ Q202=10.412 ;PROFONDEUR PLONGÉE~ Q210=0 ;TEMPO EN HAUT~ Q203=0 ;COORDONNEE FACE~ Q204=2 ;RETRAIT 2EME POSAGE~ Q211=0 ;TEMPO EN PROFONDEUR~ Q395=0 ;REFERENCE PROFONDEUR APPEL CYC … |
Plan incliné
|
Option |
Résultat |
|
Def Cyc 19 |
… DEF CYC 19.0 PLAN DE TRAVAIL DEF CYC 19.1 A-90. B+0. C+90. L A+Q120 C+Q122 R0 FMAX … |
|
Plan Spatial |
… PLAN SPATIAL SPA-90 SPB+0 SPC+90 TOUR MB MAX FMAX SEQ- TABLE ROT … |
Origine de travail en sortie
|
Option |
Résultat |
|
Non |
… APPEL OUTIL 1 Z S1500 … |
|
Def Cyc 7 |
… APPEL OUTIL 1 Z S1500 DEF CYC 7.0 DECALAGE DATUM DEF CYC 7.1 #1 … |
|
Def Cyc 247 |
… APPEL OUTIL 1 Z S1500 DEF CYC 247 REGLAGE DATUM~ Q339=1 ;NUMERO DATUM … |
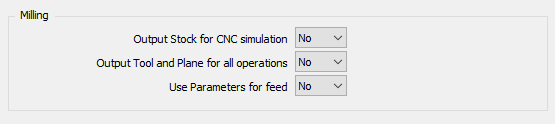
Page Fraisage
Section Fraisage
|
Sortie brut pour simulation CNC
|
Option |
Résultat |
|
Non |
DEBUT PROG 1 MM … |
|
Oui |
DEBUT PROG 1 MM FORM BLOC 0.1 Z X-42.5 Y-35 Z-39 FORM BLOC 0.2 X+42.5 Y+39 Z+1 … |
Sortie outil et plan pour toutes les opérations
|
Option |
Résultat |
|
Non |
… ;OP 1 AVEC OUTIL 1 ET PLAN 1 APPEL OUTIL 1 Z S1500 PLAN SPATIAL SPA-90 SPB+0 SPC+90 TOUR MB MAX FMAX SEQ- TABLE ROT … ;OP 2 AVEC OUTIL 1 ET PLAN 1 … |
|
Oui |
… ;OP 1 AVEC OUTIL 1 ET PLAN 1 APPEL OUTIL 1 Z S1500 PLAN SPATIAL SPA-90 SPB+0 SPC+90 TOUR MB MAX FMAX SEQ- TABLE ROT … ;OP 2 AVEC OUTIL 1 ET PLAN 1 APPEL OUTIL 1 Z S1500 PLAN SPATIAL SPA-90 SPB+0 SPC+90 TOUR MB MAX FMAX SEQ- TABLE ROT … |
Utiliser les paramètres pour l'avance
|
Option |
Résultat |
|
Non |
T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
Oui |
FN 0: Q1 = 200 FN 0: Q2 = 150 T1 M6 G0 X.. Y.. G43 H1 Z.. Z-.. FQ2 G1 X.. Y.. FQ1 … |
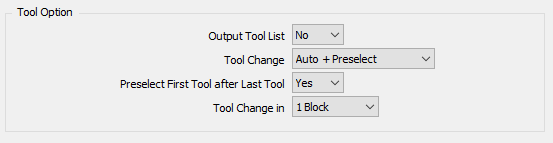
Section Option Outil
|
Sortie liste outils
|
Option |
Résultat |
|
Non |
DEBUT PROG 1 MM … |
|
Oui |
DEBUT PROG 1 MM ;DEBUT LISTE OUTILS ;T1 FRAISE 2 TAILLES D10 ;T2 FORET D8 ;… ;FIN LISTE OUTILS … |
Changement d'outil
|
Option |
Résultat |
|
Manuel |
… ;FRAISE 2 TAILLES D10 M0 … |
|
Automatique |
… ;FRAISE 2 TAILLES D10 APPEL OUTIL 1 Z S1500 … |
|
Auto + présélection |
… ;FRAISE 2 TAILLES D10 APPEL OUTIL 1 Z S1500 DEF OUTIL 2 … |
Préselection du premier outil après le dernier outil
|
Option |
Résultat |
|
Non |
;PREMIERE OPERATION APPEL OUTIL 1 Z S1500 DEF OUTIL 2 … … ;DERNIERE OPERATION APPEL OUTIL 5 Z S1250 … M30 |
|
Oui |
;PREMIERE OPERATION APPEL OUTIL 1 Z S1500 DEF OUTIL 2 … … ;DERNIERE OPERATION APPEL OUTIL 5 Z S1250 DEF OUTIL 1 … M30 |
Changement d'outil en
Cette option n'a aucune influence sur la sortie.
|
Option |
Résultat |
|
1 Bloc |
… APPEL OUTIL 1 Z S1500 … |
|
2 Blocs |
… APPEL OUTIL 1 Z S1500 … |
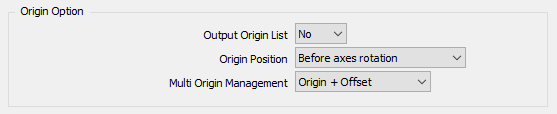
Section Option Origine
|
Sortie liste origines
|
Option |
Résultat |
|
Non |
DEBUT PROG 1 MM … |
|
Oui |
DEBUT PROG 1 MM ;DEBUT LISTE ORIGINES ;1 ;2 ;FIN LISTE ORIGINES … |
Position Origine
|
Option |
Résultat |
|
Après rotation axes
|
… APPEL OUTIL 1 Z S1500 A90 C90 DEF CYC 247 REGLAGE DATUM~ Q339=1 ;NUMERO DATUM … |
|
Avant rotation axes |
… APPEL OUTIL 1 Z S1500 DEF CYC 247 REGLAGE DATUM~ Q339=1 ;NUMERO DATUM A90 C90 … |
Gestion multi origines
|
Option |
Résultat |
|
Origine seule |
… DEF CYC 247 REGLAGE DATUM~ Q339=1 ;NUMERO DATUM … |
|
Origine + décalage |
… DEF CYC 247 REGLAGE DATUM~ Q339=1 ;NUMERO DATUM DEF CYC 7.0 DECALAGE DATUM DEF CYC 7.1 X-50. DEF CYC 7.2 Y-25. DEF CYC 7.3 Z-50. … |
Sans MTE :
Si l'option est réglée sur « Origine seule » pour chaque origine définie sur la pièce, nous allons sortir un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CN. Si vous pouvez avoir plus d'origines, vous devez utiliser la deuxième option « Origine + décalage »
Si l'option est réglée sur « Origine + décalage », nous allons seulement sortir Datum et décalage avec Cycl def 7.
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante « $1_ ». Cela signifie que le Datum 1 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, il sortira le datum 1 par défaut.
Si vous utilisez « Origine + décalage », vous devez utiliser une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Vous pouvez ajouter n'importe quel texte après le tiret bas pour reconnaître votre décalage « $1_Up », « $1_Right », …
Avec machine 5 axes :
Le décalage d'origine est sorti en même temps que la fonction de plan incliné.
Section Option Arrosage

|
Position d'activation arrosage
Nous aurons le même résultat en utilisant « avec broche » et « avec mouvement de plongée ».
M13 sera utilisé pour sortir l'arrosage et la broche en même temps.
|
Option |
Résultat |
|
Avec broche |
… APPEL OUTIL 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Avec mouvement de plan |
… APPEL OUTIL 1 Z S1500 L X.. Y.. M13 FMAX L Z.. FMAX … |
|
Avec mouvement de plongée |
… APPEL OUTIL 1 Z S1500 L X.. Y.. M03 FMAX L Z.. M08 FMAX … |
Page Fraisage 5X
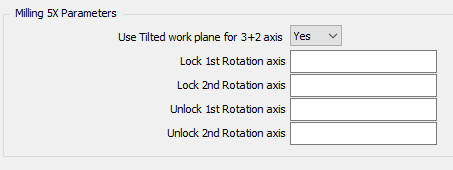
Paramètres Fraisage 5X
|
Utiliser plan de travail incliné pour axes 3+2
|
Option |
Résultat |
|
Non |
… APPEL OUTIL 1 Z S1500 C180 A-90 … |
|
Oui |
… APPEL OUTIL 1 Z S1500 PLAN SPATIAL SPA-90 SPB+0 SPC+180 TOUR MB MAX FMAX SEQ- TABLE ROT … |
Axes de rotation
|
Option |
Résultat |
Option |
Résultat |
|
Blocage 1 er Axes de rotation |
Blocage 2 nd Axes de rotation |
||
|
vide |
… C180 … |
vide |
… B-90 … |
|
“M10” |
… C180 M10 … |
“M12” |
… B-90 M12 … |
|
Déblocage 1 er Axes de rotation |
Déblocage 2 nd Axes de rotation |
||
|
vide |
… C180 … |
vide |
… B-90 … |
|
“M11” |
… M11 C180 … |
“M13” |
… M13 B-90 … |
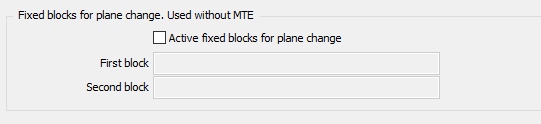
Blocs fixes pour changement de plan (Utilisé sans MTE)
|
Blocs fixes actifs pour changement de plan
Cette option est utilisée uniquement s'il n'y a pas de cinématique définie dans la configuration de la machine.
|
Option |
Résultat |
|
cocher |
Les blocs fixes définis seront générés en cas de changement de plan |
|
décocher |
Les blocs standards seront générés en cas de changement de plan. G0 G91 G28 Z0 |
Premier et deuxième bloc
Pour éviter la sortie standard, cochez l'option pour activer les blocs fixes et laissez les champs premier et deuxième bloc vides.
|
Option |
Résultat |
|
Vide |
… … |
|
“G0 Z100” |
… L Z100 FMAX … |
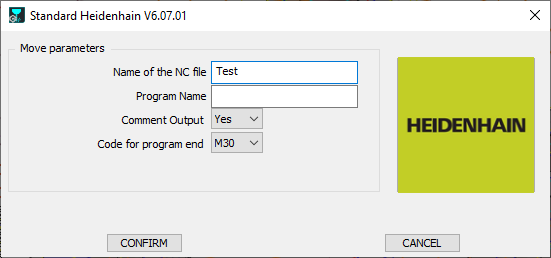
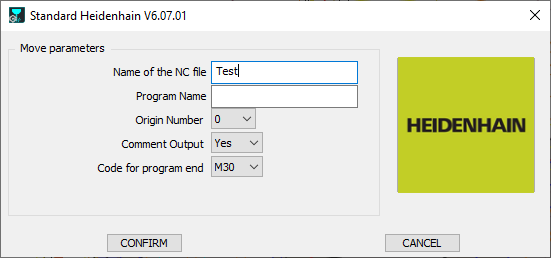
Page Lancement
|
Avec cinématique machine définie |
Sans cinématique machine définie |
|
|
Nom du fichier CN
Définissez ici le Nom du fichier CN généré. L'extension doit être définie dans la configuration MCF.
Numéro de programme
Si rien n'est défini, le nom du programme sera 1.
|
Option |
Résultat |
|
“vide” |
DEBUT PROG 1 MM … … FIN PROG 1 MM |
|
“PROG” |
DEBUT PROG PROG MM … … FIN PROG PROG MM |
Sortie commentaire
|
Option |
Résultat |
|
Non |
… APPEL OUTIL 1 Z S1500 … |
|
Oui |
… ;SURFACAGE ;FRAISE 2 TAILLES D12 T1 M6 … |
Numéro d'origine
Ce paramètre est utilisé uniquement si la cinématique n'est pas définie dans le fichier machine. Le paramètre définit la première origine utilisée dans le programme CN.
Si le paramètre de traitement multi origine est réglé sur « Origine seule », le numéro d'origine est incrémenté lorsqu'un plan change.
|
Option |
Résultat jusqu'à 8055 |
|
0 |
13 APPEL OUTIL 1 Z S1273 14 DEF CYC 247 REGLAGE DATUM~ Q339= 0 ;NUMERO DATUM… |
|
1 |
13 APPEL OUTIL 1 Z S1273 14 DEF CYC 247 REGLAGE DATUM~ Q339= 1 ;NUMERO DATUM |
Code de fin de programme
|
Option |
Résultat |
|
M30 |
… … M30 FIN PROG 1 MM |
|
M02 |
… … M02 FIN PROG 1 MM |
Informations spécifiques
Comment sortir Cycl Def 202 ?
|
Ce cycle est utilisé pour faire un alésage avec un outil à aléser à plaquette unique. Pour plus d'informations sur ce cycle, voir le manuel Heidenhain. |
DEF CYC 202 ALESAGE~ Q200=2 ;RETRAIT~ Q201=-50 ;PROFONDEUR~ Q206=79.6 ;AVANCE PLONGÉE~ Q211=0 ;TEMPO EN PROFONDEUR~ Q208=500 ;AVANCE RETRAIT~ Q203=0 ;COORDONNEE FACE~ Q204=2 ;RETRAIT 2EME POSAGE~ Q214=2 ;DIRECTION DEGAGEMENT~ Q336=90 ;ANGLE BROCHE |
|
Opération à définir : Alésage |
|
|
Outil à choisir : Alésoir à plaquette unique |
|
|
Paramètre |
Réglage |
|
Q214=2 ;DIRECTION DEGAGEMENT |
Est calculé par rapport à l'angle d'indexage. 0 pour 0 degrés 1 pour 90 degrés 2 pour 180 degrés 3 pour 270 degrés |
|
Q336=90 ;ANGLE BROCHE |
Si l'angle d'indexage est différent de 0, 90, 180 ou 270, il est forcé à 0 |
Comment sortir Cycl Def 208 ?
|
Ce cycle est utilisé pour usiner un trou avec interpolation hélicoïdale. Pour plus d'informations sur ce cycle, voir le manuel Heidenhain. |
DEF CYC 208 FRAISAGE ALESOIR~ Q200=2 ;RETRAIT~ Q201=-50 ;PROFONDEUR~ Q206=1018.4 ;AVANCE PLONGÉE~ Q334=5 ;PROFONDEUR PLONGÉE~ Q203=0 ;COORDONNEE FACE~ Q204=2 ;RETRAIT 2EME POSAGE~ Q335=20 ;DIAMETRE NOMINAL~ Q342=0 ;DIAMETRE EBAUCHE~ Q351=1 ;COUPANT MONTANT OU DESCENDANT |
|
Pour être utilisé, la configuration gpp doit être réglée en cycles pour « Interpolation » L'option pour le cycle de perçage utilisé doit être réglée sur « Universel » |
|
|
Opération à définir : « Interpolation ” |
|
|
L'opération doit être définie avec les paramètres suivants. Si l'un d'eux est différent, le trajet d'outil sera décomposé. |
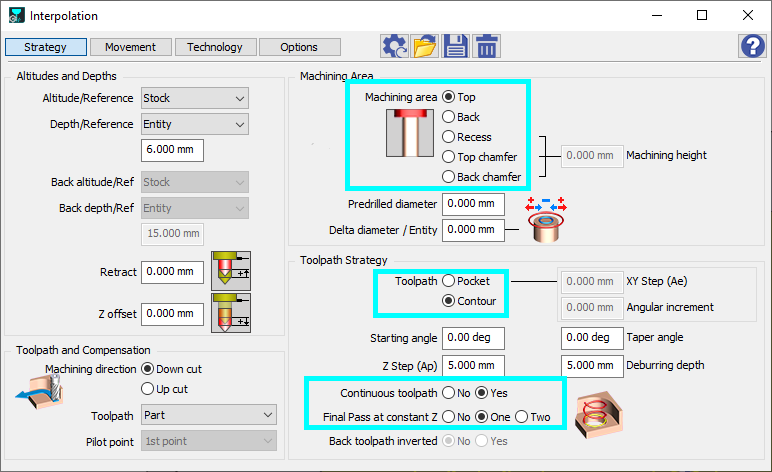
|