|
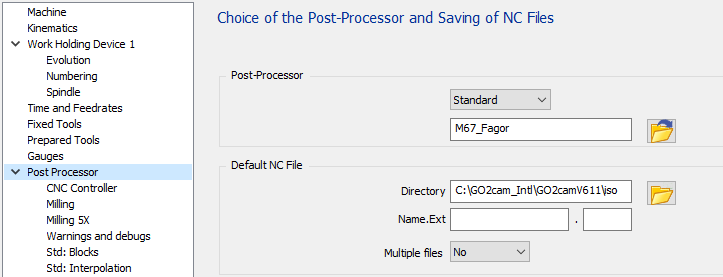
Le standard possède trois pages de configuration pour gérer toutes les options disponibles : La première page “CNC Controller” concerne les options CNC. La seconde page “Milling” permet d'adapter la sortie pour le fraisage, les outils, l'arrosage et les origines. La troisième page “Milling” concerne les paramètres 5 axes. |
|
Page CNC Controller
Génération CNC
|
Option |
Résultat |

|
|
Jusqu'à 8055 |
Certaines sorties sont faites pour respecter la programmation des Fagor 8050 et 8055. |
|
|
Après 8055 |
Certaines sorties sont faites pour respecter la programmation des Fagor 8060 et suivants. |
Par exemple la sortie de, début de programme, cycle en barre et plan de travail incliné ne sont pas les mêmes.
Compensation d'outil
Pour l'option “D..” la compensation d'outil est lue dans la page technologie du cycle
|
Option |
Résultat |

|
|
D1 |
….T01 D0 1 … …T10 D0 1 … |
|
|
D.. |
…T01 D0 1 … …T10 D 10 … |
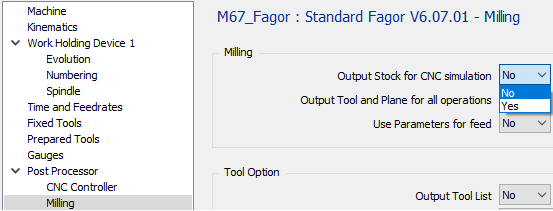
Page Fraisage
Section Fraisage
Sortie brut pour simulation CNC
Il n'y a pas de sortie pour cette option pour le post processeur Fagor
|
Option |
Résultat |
|
|
Non |
%1000 … |
|
|
Oui |
%1000 … |
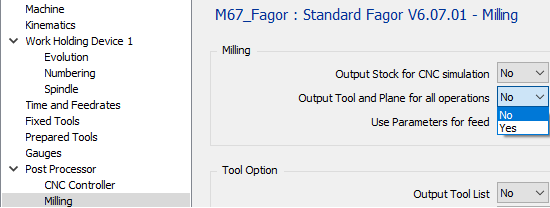
Sortie Outil et Plan pour toutes les opérations
|
Option |
Résultat |
|
|
Non |
;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 M06 G49 X.. Y.. Z.. Q.. R.. Q.. … ;OP 2 AVEC OUTIL 1 ET PLAN 1 … |
|
|
Oui |
;OP 1 AVEC OUTIL 1 ET PLAN 1 T01 M06 G49 X.. Y.. Z.. Q.. R.. Q.. … ;OP 2 AVEC OUTIL 1 ET PLAN 1 T01 M06 G49 X.. Y.. Z.. Q.. R.. S.. … |
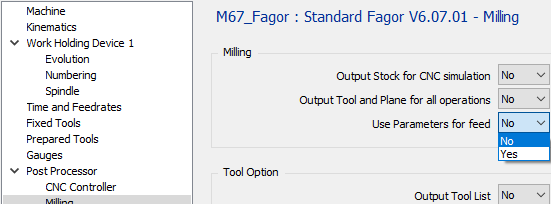
Utiliser les paramètres pour l'avance
|
Option |
Résultat |
|
|
Non |
T1 M6 G00 X.. Y.. G43 H1 Z.. Z-.. F160 G1 X.. Y.. F200 … |
|
|
Oui |
P1 = 200 P2 = 160 T01 M06 G0 X.. Y.. G43 H1 Z.. Z-.. FP2 G1 X.. Y.. FP1 … |
Section Option Outil
Sortie liste d'outils
|
Option |
Résultat |
|
|
Non |
% O1000 … |
|
|
Oui |
% O1000 ;DEBUT LISTE OUTILS ;T01 FRAISE 2 TAILLES D10 ;T02 FORET D08 … ;FIN LISTE OUTILS … |
Changement d'outil
|
Option |
Résultat |
|
|
Manuel |
… M00 … |
|
|
Automatique |
… T01 M06 … |
|
|
Auto + présélection |
… T01 M06 T02 … |
Préselection du premier outil après le dernier outil
|
Option |
Résultat |
|
|
Non |
;PREMIERE OPERATION T01 M06 T02 … ;DERNIERE OPERATION T05 M06 … M30 |
|
|
Oui |
;PREMIERE OPERATION T01 M06 T02 … ;DERNIERE OPERATION T05 M06 T01 … M30 |
Changement d'outil en
|
Option |
Résultat |
|
|
1 Bloc |
… T01 M06 … |
|
|
2 Blocs |
… T05 M06 … |
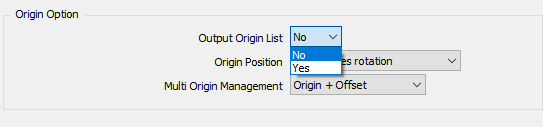
Section Option Origine
Sortie liste d'origines
|
Option |
Résultat |
|
|
Non |
% O1000 … |
|
|
Oui |
% O1000 ;DEBUT LISTE ORIGINES ;G54 ;G55 ;FIN LISTE ORIGINES … |
Position origine
|
Option |
Résultat |
|
Après rotation axes |
… G49 X0. Y0. Z0. Q0 R0. S0 G54 |
|
Avant rotation axes |
G54 … G49 X0. Y0. Z0. Q0 R0. S0 |
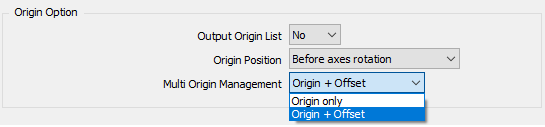
Gestion multi origines
|
Option |
Résultat |
|
|
Origine seule |
% O1000 … G54 … |
|
|
Origine + décalage |
% O1000 … G54 G158 X10 Y20 Z10 … |
Sans MTE :
Si l'option est réglée sur "Origine seule" pour chaque origine définie sur la pièce, nous allons sortir un code G différent, G54, puis G55, G56… Cela signifie que vous êtes limité par le nombre d'origines gérées par la CNC. Si vous pouvez avoir plus d'origines, vous devez utiliser la seconde option "Origine + décalage"
Si l'option est réglée sur "Origine + décalage" il ne sortira que G54 et un décalage avec G158
La fonction G158 est disponible uniquement pour la génération CNC à partir de 8060.
Avec MTE :
L'origine peut être définie dans le nom de l'origine avec la syntaxe suivante "$G54_". Cela signifie que G54 sera utilisé dans le programme CN. S'il n'y a pas de nom décodé défini, il sortira l'origine par défaut G54.
Si vous utilisez "Origine + décalage", vous devez utiliser une seule origine pour toutes vos opérations car tous les décalages sont calculés à partir de l'origine du plan de référence ou de l'origine unique.
Vous pouvez ajouter n'importe quel texte après le trait de soulignement pour reconnaître votre décalage "$G54_Up", "$G54_Right", …
Avec machine 5 axes :
Le décalage d'origine est sorti avec la fonction de plan incliné G49 ou #CS si elle est configurée pour être sortie. Cela signifie qu'aucun G158 n'est sorti.
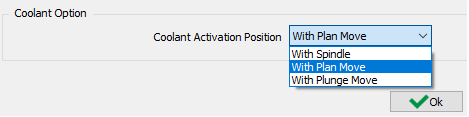
Section Option Arrosage
Position d'activation de l'arrosage
|
Option |
Résultat |
|
|
Avec broche |
… T01 M06 S8000 M03 M08 G00 X.. Y.. G43 H1 Z… … |
|
|
Avec déplacement de plan |
… T01 M06 S8000 M03 G00 X.. Y.. M08 G43 H1 Z.. … |
|
|
Avec déplacement de plongée |
… T01 M06 S8000 M03 G00 X.. Y.. G43 H1 Z.. M08 … |
Page Fraisage 5X
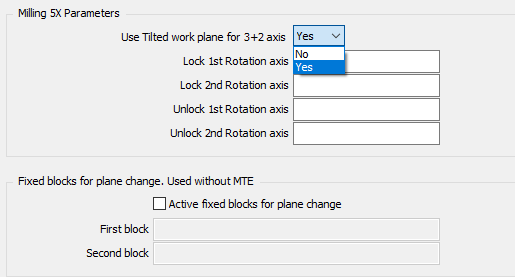
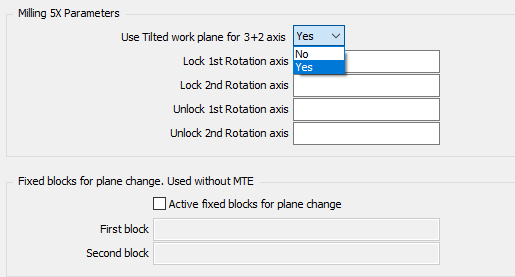
Paramètres Fraisage 5X
Utiliser le plan de travail incliné pour 3+2 Axes
Le plan de travail incliné est sorti avec les angles d'Euler par défaut. Pour les CNC Fagor, les angles d'Euler sont faits pour une rotation autour de Z puis Y puis Z.
|
Option |
Résultat jusqu'à 8055 |
Résultat après 8055 |
|
|
Non |
… T01 M06 C180 A-90 … |
||
|
Oui |
… T01 M06 G49 X.. Y.. Z.. Q-90 R180 S0 … |
… T01 M06 #CS NEW[1][MODE 2,-90,180,0] #TOOL ORI … |
|
Axe de rotation
|
|||
|
Option |
Résultat |
Option |
Résultat |
|
Verrouillage 1 1er Axe de rotation |
Verrouillage 2 2ème Axe de rotation |
||
|
vide |
… C180 … |
vide |
… B-90 … |
|
“M10” |
… C180 M10 … |
“M12” |
… B-90 M12 … |
|
Déverrouillage 1 1er Axe de rotation |
Déverrouillage 2 2ème Axe de rotation |
||
|
vide |
… C180 … |
vide |
… B-90 … |
|
“M11” |
… M11 C180 … |
“M13” |
… M13 B-90 … |
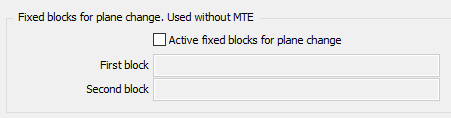
Blocs fixes pour changement de plan (Utilisé sans MTE)
|
|
Blocs fixes actifs pour changement de plan
Cette option est utilisée uniquement s'il n'y a pas de cinématique définie dans la configuration de la machine.
|
Option |
Résultat |
|
cocher |
Les blocs fixes définis seront générés s'il y a un changement de plan |
|
décocher |
Aucun bloc ne sera généré s'il y a un changement de plan. |
Premier et Second Bloc
|
Option |
Résultat |
|
Vide |
… … |
|
“G0 Z100” |
… G00 Z100 … |
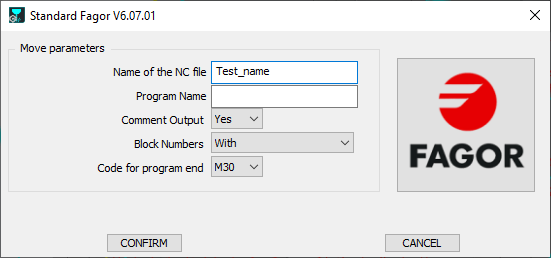
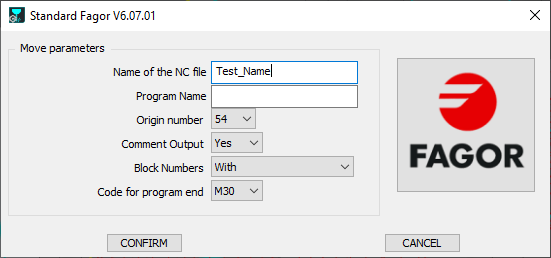
Page Lancement
|
Avec cinématique machine définie |
Sans cinématique machine définie |
|
|
Nom du fichier CN
Définir ici le Nom du fichier CN généré. L'extension doit être définie dans la configuration MCF.
Numéro de programme
Si le texte est vide, le nom du programme sera défini à 1.
|
Option |
Résultat jusqu'à 8055 |
Résultat après 8055 |
|
vide |
% 1 , MX, … |
% 1 … |
|
“PROG1” |
% PROG1 , MX, … |
% PROG1 … |
Numéro d'origine
Ce paramètre est utilisé uniquement si la cinématique n'est pas définie dans le fichier machine. Le paramètre définit la première origine utilisée dans le programme CN.
Si le paramètre de traitement multi-origines est réglé sur "Origine seule", le numéro d'origine est incrémenté lorsqu'un plan change.
|
Option |
Résultat jusqu'à 8055 |
|
54 |
%1, MX, T01 M06 G54 … |
|
55 |
%1, MX, T01 M06 G55 … |
Sortie commentaire
|
Option |
Résultat |
|
Non |
… T01 M06 … |
|
Oui |
… ;BALAYAGE ;FRAISE 2 TAILLES D12 T01 M06 … |
Numéros de blocs
|
Option |
Résultat |
|
Avec |
O1000 N5 T01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … N50 T02 M6 N55 G00 X.. Y.. N60 G43 Z.. H2 … |
|
Sans |
O1000 T01 M06 G00 X.. Y.. G43 Z.. H1 … T02 M06 G00 X.. Y.. G43 Z.. H2 … |
|
Changement d'outil seul |
O1000 N5 T01 M06 G00 X.. Y.. G43 Z.. H1 … N10 T02 M06 G00 X.. Y.. G43 Z.. H2 … |
Code de fin de programme
|
Option |
Résultat |
|
M30 |
… M30 % |
|
M02 |
… M02 % |