Cette option est utilisée dans plusieurs cycles d'usinage, avec des objectifs et des comportements différents.
Veuillez utiliser le arbre sur le côté droit de l'écran.
Cycle: Ebauche, // Ebauche, Ebauche synchro, Passe d'ébauche, Finition / Finition Ø/face, Finition synchro
Définition
Ces commandes sont utilisées pour définir les points pilotes et le calcul du parcours outil.
Type de décalage pour Ebauche, // Ebauche, Passe d'ébauche, Finition
Il permet de prendre en compte ou non la compensation de rayon d'outil.
Le menu déroulant propose :
-
Gauche : Le code ISO génère l'instruction G41.
-
Centre : Le code ISO génère l'instruction G40 (pas de compensation).
-
Droite : Le code ISO génère l'instruction G42.
Ce type de décalage est disponible pour Finition Ø/face Uniquement.
Type de décalage pour Finition Ø/face
Il permet de prendre en compte ou non la compensation de rayon d'outil.
Le menu déroulant propose :
-
Avec : le code ISO génère l'instruction G41 ou G42, selon le type de trajet choisi.
-
Sans : aucune compensation n'est programmée.
Trajet
Le trajet est calculé par GO2cam et prend en compte ou non le rayon de l'outil. Le menu déroulant propose :

|
Pièce (Centre outil) : GO2cam ne calcule pas le décalage du trajet outil. La programmation ISO suit le contour géométrique. Dans le cas où l'outil ne passe pas, GO2cam recalcule un nouveau trajet approprié et gère la collision. |

|
Centre Outil :
GO2cam calcule le décalage du trajet outil sur le côté droit, selon le Type de cycle (voir ci dessus).
|

|
Nez Virtuel : GO2cam calcule le trajet outil et gère les collisions. Le rayon est correctement complété dans le panneau OUTIL de GO2cam. Le numéro de quadrant est pris en compte. |

|
Pièce (Nez Virtuel) : GO2cam gère correctement les trajets pour les cycles intermédiaires et les mouvements rapides et notamment avec une compensation d'outil. |
Programmation Pièce (Centre Outil)
Dans ce cas, nous devons entrer le rayon de plaquette dans la machine.
Type de décalage :
Gauche (donne G41)
Droite (donne G42)
Trajet :
Pièce (Centre Outil)
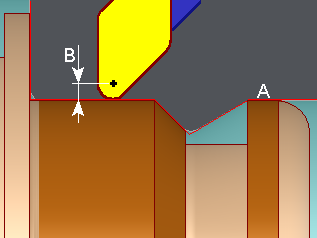
A.
Trajet programmé
B.
Compensation de rayon de plaquette incluse en CN.
Programmation Centre Outil
Dans ce cas, le rayon de plaquette complété dans la machine n'est pas pris en compte.
Type de décalage :
Centre
Trajet :
Centre outil
GO2cam
programme le trajet du centre outil sur le côté droit de la pièce selon le Type de cycle programmé.
Si nous complétons Type de décalage = Gauche ou Droite , GO2cam programme la compensation G41 ou G42. L'effet est de générer un décalage supplémentaire par la machine puisque la compensation de rayon de plaquette est prise en compte.
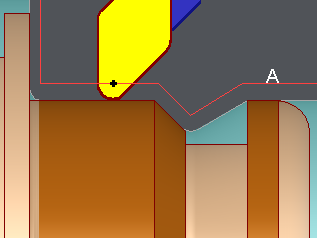
A. Trajet programmé
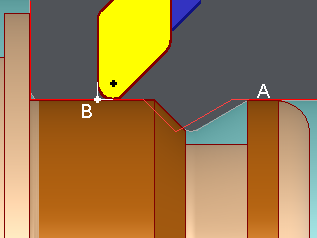
Programmation Nez Virtuel
Dans ce cas, le rayon de plaquette complété dans la machine n'est pas pris en compte.
Le numéro de quadrant doit être complété.
Type de décalage :
Non disponible
Trajet :
Nez Virtuel
GO2cam
programme le trajet du Nez Virtuel (point fictif) sur le côté droit de la pièce selon le Type de cycle programmé et le numéro de quadrant assigné.
Si nous complétons Type de décalage = Gauche ou Droite , GO2cam programme la compensation G41 ou G42. L'effet est de générer un décalage supplémentaire par la machine puisque la compensation de rayon de plaquette est prise en compte.
|
|
A.
Trajet programmé
B.
Nez Virtuel (c'est à dire n°9 dans le quadrant)
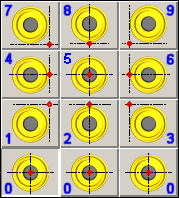
Quadrant (N° Nez Virtuel)
Donne l'orientation de l'outil. Est utile uniquement lors de l'utilisation du trajet
Nez Virtuel
.
Les numéros correspondent aux positions sur le clavier du PC. Les numéros de quadrant des TOURS ne correspondent pas forcément à ceux de
GO2cam
. Les post-processeurs mettent à jour le quadrant selon la convention des CN.
Pièce (Nez Virtuel)
Avec cette option, vous pouvez gérer les trajets pour les cycles intermédiaires et les mouvements rapides pour :
-
Ebauche et finition opérations programmées avec le même outil .
-
Trajet d'ébauche en Nez Virtuel, Finition en Pièce
|
Nous conseillons également de forcer l'option Point P directement dans la page outil , afin de ne pas avoir 2 points pilotes différents pour le même outil.

|
|
Calcul du Point P
Le processus de calcul du Point P a été considérablement amélioré pour optimiser l'efficacité et la précision des parcours outils. Les améliorations clés incluent des simulations dynamiques et de parcours outils mises à jour, des coordonnées explicites du Point P, l'élimination des mouvements parasites, l'optimisation des mouvements rapides, une ébauche et une finition équilibrées améliorées, l'inclusion optionnelle des points d'approche/retour, et une gestion des collisions affinée. Ces avancées se traduisent par des parcours outils plus efficaces, précis et fiables.