Introduction
Le positionnement du mandrin principal doit être défini pour assurer l'usinage correct de la pièce.
Au début de l'usinage, le brut est poussé par le chargeur de barres et le positionnement de l'outil à tronçonner arrête la barre.
À ce moment, la broche principale déserre la barre, recule pour atteindre la position afin d'avoir un dépassement suffisant pour usiner la pièce, et serre la barre pour usiner la pièce.
La valeur minimale du dépassement de brut est discutée dans les 2 cas ci-dessous :
Cas 1 : Sans contre-broche
|
Dépassement de brut minimum pour usiner la pièce : Surépaisseur de surfaçage + longueur de pièce finie + surépaisseur de tronçonnage + largeur de l'outil à tronçonner Comme la position maximale de la broche principale ne peut pas atteindre l'outil à tronçonner, Nous devons ajouter la distance entre l'outil à tronçonner et le nez de la broche principale à la position de dépassement. . Nous pouvons également ajouter une valeur de sécurité pour être sûr de ne pas avoir de dépassement pendant l'usinage. Cette valeur de sécurité ne doit pas être trop importante, sinon la longueur de la barre non usinée sera plus grande. |
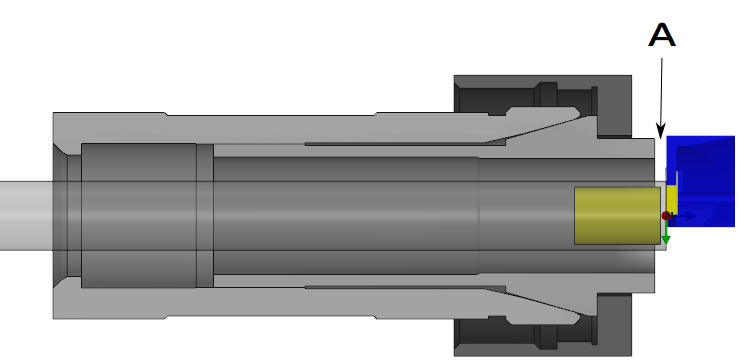
A - Distance entre l'outil à tronçonner et la position maximale de la broche principale |
|
Exemple d'échantillon avec valeurs :
La valeur de dépassement doit être supérieure à 20.7 mm
|
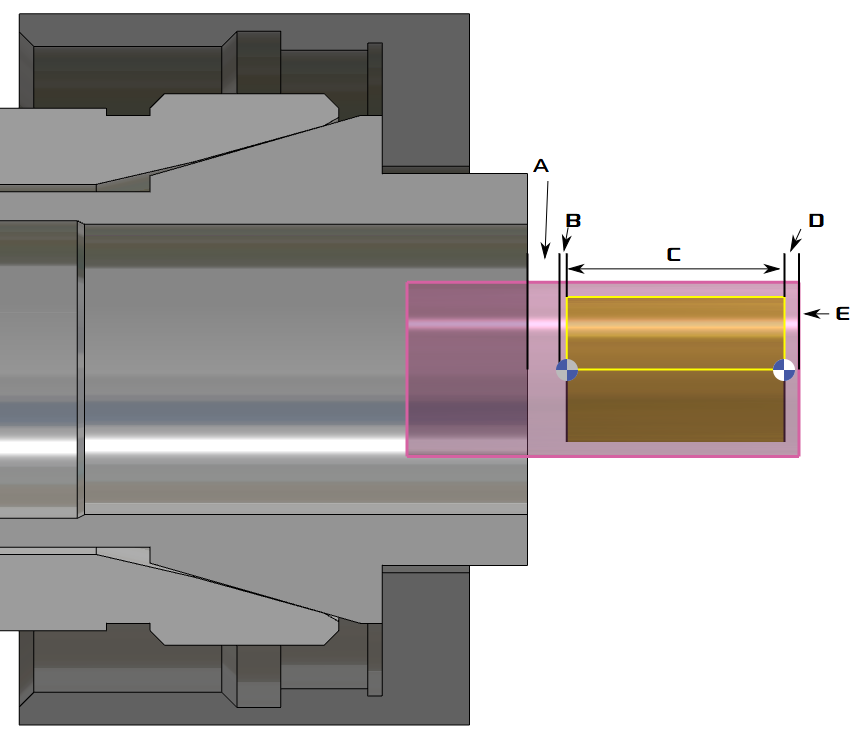
A - Largeur de l'outil à tronçonner B - Surépaisseur de tronçonnage C - Longueur de pièce finie D - Surépaisseur de surfaçage E - Outil à tronçonner de référence |
Cas 2 : Avec contre-broche
|
La règle calculée est la même, mais comme il y a une contre-broche, la distance entre l'outil à tronçonner et le nez de la broche principale est plus grande. Exemple d'échantillon avec valeurs :
La valeur de dépassement doit être supérieure à 182.7 mm |
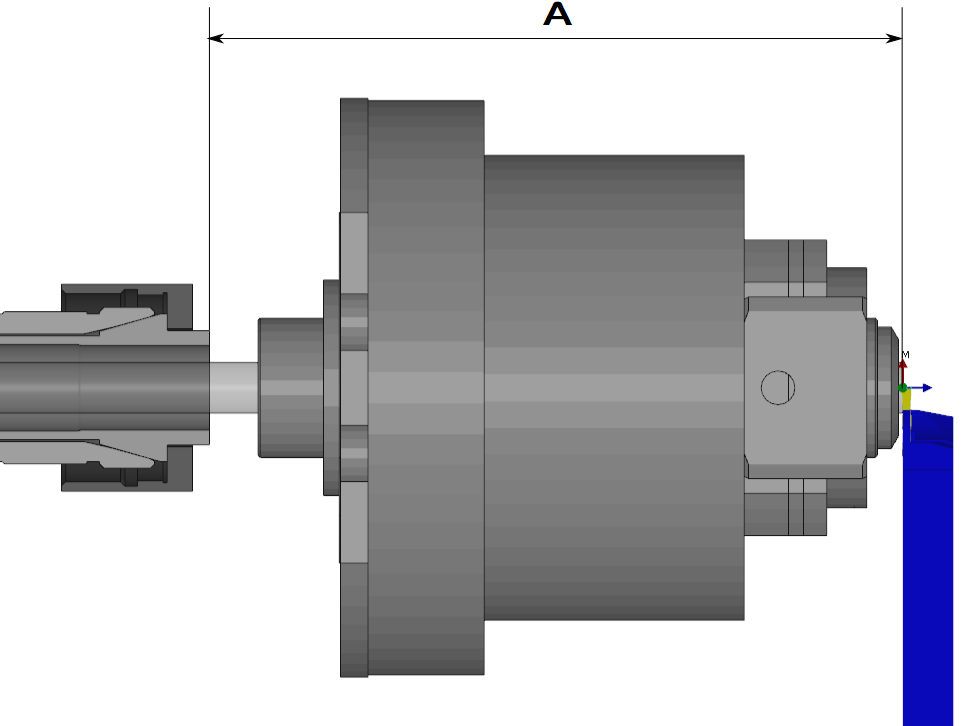
A - Distance entre l'outil à tronçonner et la position maximale de la broche principale |