Cycle: Poche millyuGO, Poche, Poche + Contour, Poche balayage, Reprise poche, millyuGO, PAM
Passe en Z (Ap)
Ceci est l'incrément en Z entre deux passes. Il correspond à l'usinage de la profondeur totale. Si la profondeur incrémentale est supérieure à la profondeur de passe maxi de l'outil, un message d'avertissement apparaît.
Si la valeur est réglé sur 0 , le trajet outil ne comporte qu'une seule passe, qui est effectuée sur le fond de la forme ou à l'altitude de fond.
Dans ce cas, les autres options de la zone 'Calcul des pas en Z' ne sont pas nécessaires.
|
Par exemple, régler le Pas en Z à 0 :
|
|
|
Surfaçage face dessus Z0 |
Surfaçage 2ème face Z-15 |
Surfaçage 3ème face Z-8 |
|
|
|
Passe
Gestion des passes en fonction des sous poches et des îlots de la poche. Il est possible de choisir d'ajuster les passes aux différentes altitudes de la poche ou de choisir de respecter l'incrément et de reprendre ensuite les îlots et fonds de poche. Une troisième option permet de programmer une passe de reprise après l'ébauche de la poche.
Trois options sont disponibles, les paramètres de reprise sont disponibles ou non en fonction de l'option choisie.
|
|
La passe est ajustée : l'incrément de passe est ajusté pour rendre possible l'usinage du haut des îlots et du fond de la poche et des sous poches. |
|
|
|
|
La passe est constante : l'incrément est respecté, une reprise d'îlot et de fond peut être programmée. |
|
|
Il y a Matière restante : la poche a été ébauchée avant, seul le haut des îlots et le fond des poches sont usinés. |
|
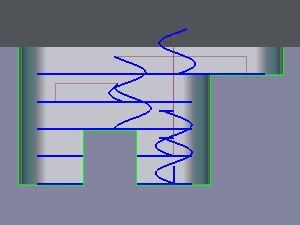
a. La passe est ajustée
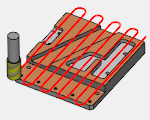
GO2cam optimise la valeur de l'incrément pour usiner le haut des îlots et le fond des poches. Par conséquent, la passe n'est pas constante et la poche est usinée complètement.
GO2cam ne programmera jamais une passe supérieure à l'incrément entré dans la stratégie.
|
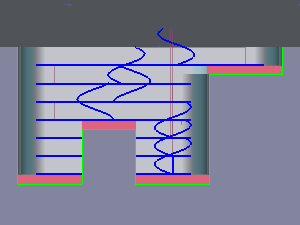
b. La passe est constante
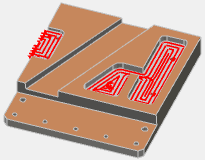
L'incrément de passe est respecté quelle que soit la forme de la poche. Si le haut des îlots et le fond des poches ne correspondent pas à une valeur de passe, ils ne sont pas usinés. Voir exemple ci-dessous, les zones rouges ne sont pas usinées.
Si cette option est choisie, deux paramètres apparaissent dans la stratégie, Reprise îlot et Reprise fond. Choisir Oui permet de programmer spécifiquement pour le fond des sous poches et le haut des îlots. une passe de reprise Cas particulier
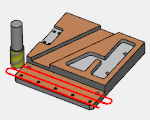
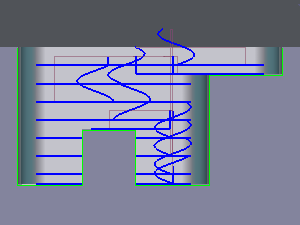
: si les flancs sont en dépouille, il est possible de programmer une passe de reprise en crête qui sera effectuée après l'ébauche de la poche, avec un mouvement en remontant . Pas de reprise
Avec reprise îlot et fond
|
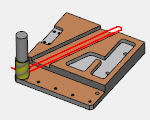
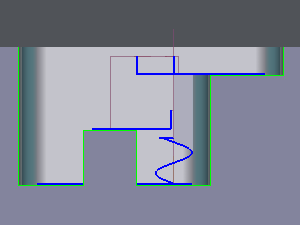
c. Matière restante
|
épaisseur
de la matière à usiner. Choisir cette option s'il est nécessaire de programmer une passe spécifique pour reprendre les zones. L'avantage est de pouvoir changer d'outil ou n'importe quel paramètre pour cette passe de reprise. Entrer l' Choisir s'il faut reprendre le haut de l'îlot ou le fond de la poche ou les deux.
Si aucune de ces options n'est choisie, le cycle n'a pas de matière à usiner et est mis en attente.
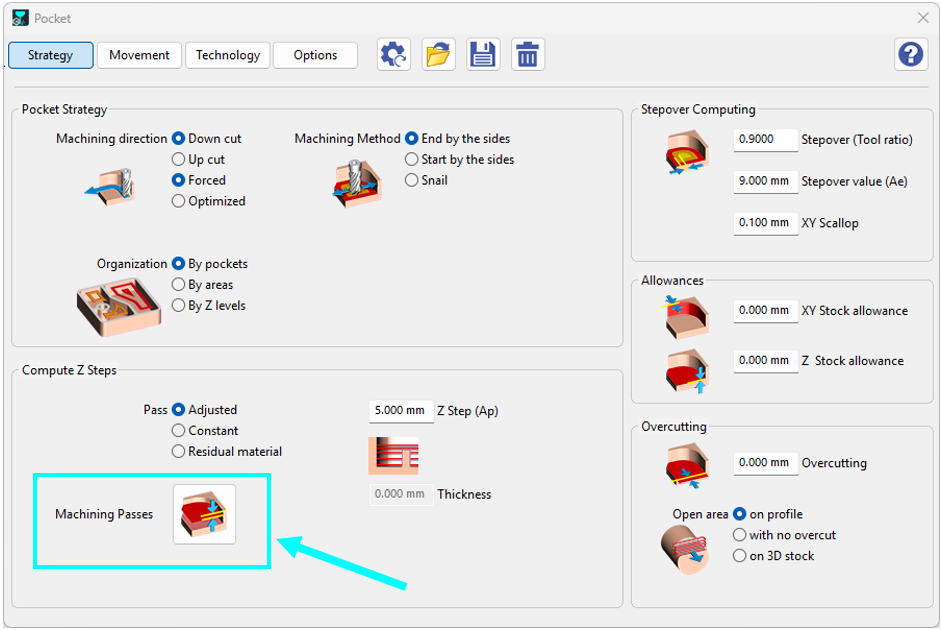
Passes d'usinage
|
La section a été mise à jour pour fournir un contrôle centralisé et granulaire de l'engagement de l'outil en Z. Ce menu vous permet de définir exactement comment le système calcule et exécute chaque pas de profondeur Z.
|
|
La La section a été mise à jour pour fournir un contrôle centralisé et granulaire de l'engagement de l'outil en Z. Ce menu vous permet de définir exactement comment le système calcule et exécute chaque pas de profondeur Z. Accès aux passes d'usinage |
|
|
MillyuGoPoche Vous pouvez accéder à ces paramètres dans les cycles de poche de fraisage standard, y compris , Poche balayage , Poche plus contour , , et Reprise poche Calcul pas en Z .
, il est positionné spécifiquement en haut à droite de la page Stratégie. Vous pouvez accéder à ces paramètres dans les cycles de poche de fraisage standard, y compris Regardez cette vidéo qui explore la nouvelle interface et les différents paramètres de calcul |
|
|

|
|

|
|
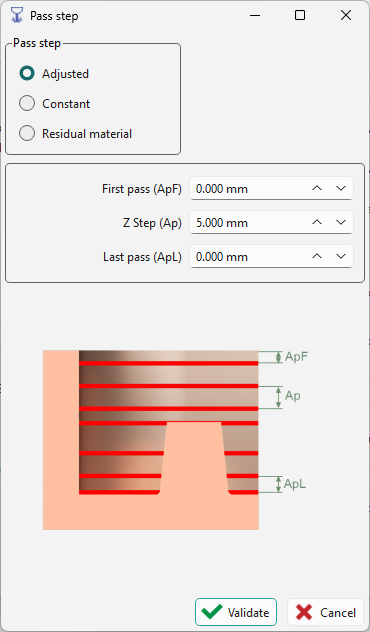
Pour une durée de vie optimale de l'outil et une finition de surface de qualité, vous pouvez désormais définir indépendamment les profondeurs d'entrée et de sortie :Première passe :
Si vous définissez une première passe de 2 mm , des pas en Z standard de 4 mm , et une dernière passe de 1 mm , le système exécutera une entrée initiale plus petite, suivra avec des pas standard de 4 mm, et terminera avec une coupe finale précise de 1 mm. Regardez cette vidéo qui montre comment utiliser les paramètres de première et dernière passe pour un contrôle total de chaque étape. |
|
|

|
||
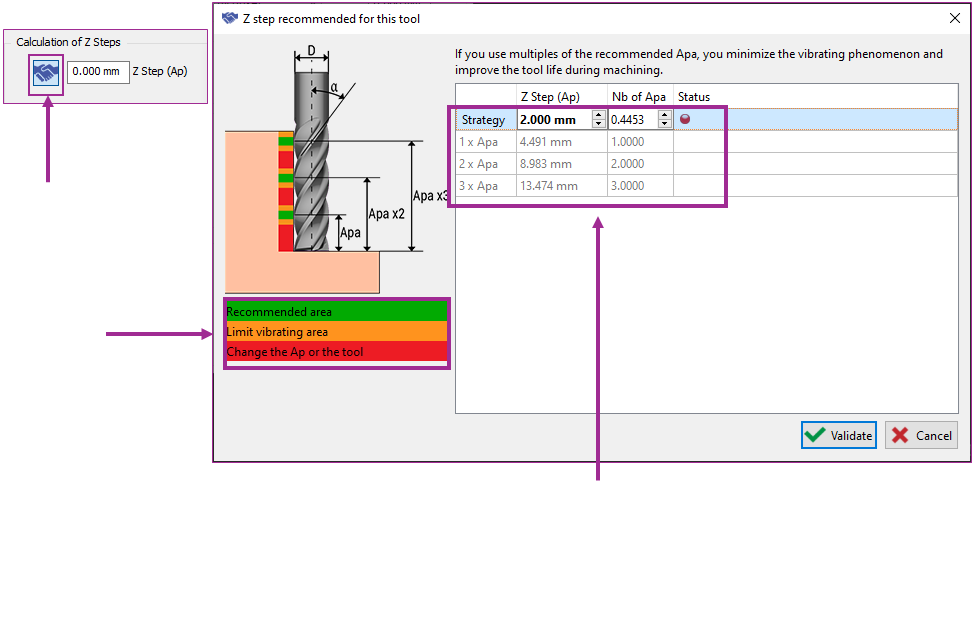
Calcul des pas en Z(Ap)
Ap crée des vibrations sur l'outil, ces vibrations peuvent apparaître car Ap est trop petit ou trop grand.
Diamètre de l'outil
Le tableau montre la valeur entrée dans la stratégie : |
|
|
rouge
|