Die Optimierung ist die Reihenfolge der Operationen, um die Anwesenheit des Bedieners und die Bearbeitungszeit zu optimieren. Sie kann definiert werden:
-
in der Strategie selbst,
-
sie kann bei der Anwendung der Strategie modifiziert werden,
-
sie kann nach der Erstellung der Werkzeugwege definiert werden, in diesem Fall kombiniert sie Matrizen- und Stempelformen.
|
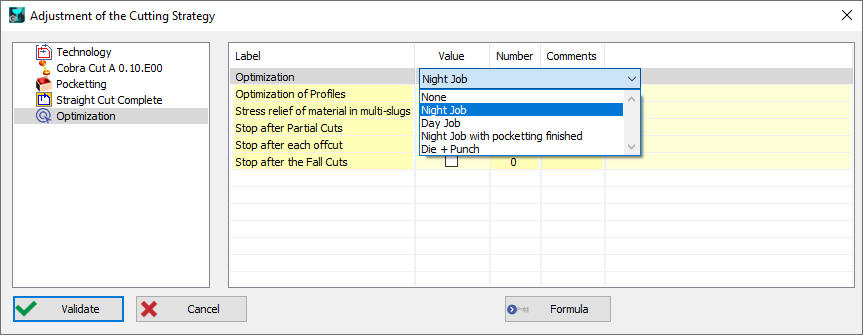
Vier Arten der Optimierung sind möglich:
|
|
|
Optimierung Nachtbetrieb
Vorteil: Alle Schruppbearbeitungen werden während der Nacht durchgeführt. |
Taschenbearbeitung und Teilmatrizen werden in Abwesenheit des Bedieners durchgeführt. Es bleibt der kleinstmögliche Rest übrig. Nach den Operationen wird ein Stopp gesetzt. Der Trennschnitt für die Matrizenoperationen wird in Anwesenheit des Bedieners durchgeführt. Danach wird ein Stopp gesetzt, damit der Bediener die Matrizenabschnitte entfernen kann. Schlichtbearbeitungen für die Taschen und Matrizen werden in Anwesenheit des Bedieners durchgeführt. Danach wird ein Stopp gesetzt, um die Stempeloperationen vorzubereiten. Schließlich werden die Stempeloperationen (Teilschnitt, Trennschnitt und Schlichtdurchgänge) in Anwesenheit des Bedieners durchgeführt. |
|
Optimierung Nachtbetrieb mit fertig geschlichteten Taschen
Vorteil: Zeitersparnis, da bei der Taschenbearbeitung kein Abfall (Fall) entsteht. |
Der Ablauf der Operationen ähnelt der Nachtbetrieb-Optimierung mit nur einem Unterschied. Die Schlichtdurchgänge für die Taschen werden ebenfalls nachts in Abwesenheit des Bedieners durchgeführt. |
|
Optimierung Tagbetrieb
|
Form für Form: Der Bediener ist die ganze Zeit anwesend und jedes Teil wird einzeln fertig bearbeitet. |
|
Optimierung Matrize und Stempel Dies ist ein Sonderfall für ein Teil mit sowohl Matrizen- als auch Stempelbearbeitungen.
|
Taschen-, Teilmatrizen- und Teilstempeloperationen werden in Abwesenheit des Bedieners durchgeführt. Der Vorteil hierbei ist, dass maximale Schnitte vor jeder manuellen Aktion durchgeführt werden. Danach wird ein Stopp gesetzt, damit der Bediener gleichzeitig Matrizenabschnitte und Stempelformen spannen kann. Trennschnitte für die Matrizen werden in Anwesenheit des Bedieners durchgeführt. Danach wird ein Stopp gesetzt, damit der Bediener die Matrizenabschnitte entfernen kann. Schlichtdurchgänge für die Matrizen und Trennschnitte für die Stempel werden dann in Abwesenheit des Bedieners durchgeführt. 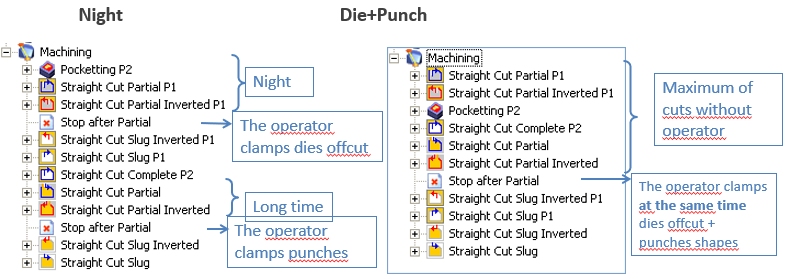
|
|
Optimierung von Profilen Die Schnittoptimierung hat Priorität, aber die Reihenfolge der Profilauswahl wird möglicherweise nicht eingehalten. Die Aktivierung dieser Option optimiert die Reihenfolge der Profile. |
|
|
Stopp nach Teilschnitten |
Teilschnitte: Teil-Durchgänge und Schnitt vom Rest zum Mikro-Rest |
|
Stopp nach jedem Abfall |
Ziel ist es, das Teil spannen zu können und den Abfall (Fall) zwischen jedem Teil zu schneiden und zu entfernen. |
|
Stopp nach den Fall-Schnitten |
Stopp zwischen Trennschnitt und Schlicht- (vollständigen) Durchgängen |
|
|
Die Profilgruppenoptimierung wurde verbessert. Die Profile werden nun automatisch nach Nähe organisiert, beginnend mit dem niedrigsten Profil links. |
|
|
Profile in einer Gruppe können manuell per Drag & Drop neu organisiert werden, um die Schnittreihenfolge zu ändern. |