Einleitung
Die Positionierung des Hauptfutters muss definiert werden, um sicherzustellen, dass das Teil richtig bearbeitet wird.
Zu Beginn der Bearbeitung wird das Rohteil vom Stangenlader vorgeschoben und die Positionierung des Abstechwerkzeugs stoppt die Stange.
In diesem Moment klemmt das Hauptfutter die Stange ab, fährt zurück, um die Position zu erreichen, die genügend Überlänge für die Bearbeitung des Teils aufweist, und klemmt die Stange, um das Teil zu bearbeiten.
Der minimale Überlängenwert wird in den folgenden 2 Fällen diskutiert:
Fall 1: Ohne Führungsbuchse
|
Minimale Überlänge zur Bearbeitung des Teils: Aufmaß für Planschleifen + Fertiglänge des Teils + Abstechaufmaß + Abstechwerkzeugbreite Da die maximale Position der Hauptspindel das Abstechwerkzeug nicht erreichen kann, Wir müssen den Abstand zwischen dem Abstechwerkzeug und der Nase der Hauptspindel zur Überlänge hinzufügen . Wir können auch einen Sicherheitswert hinzufügen, um sicherzustellen, dass während der Bearbeitung keine Überfahrten stattfinden. Dieser Sicherheitswert sollte nicht zu groß sein, da sonst die Länge des unbearbeiteten Stangenmaterials größer wird. |
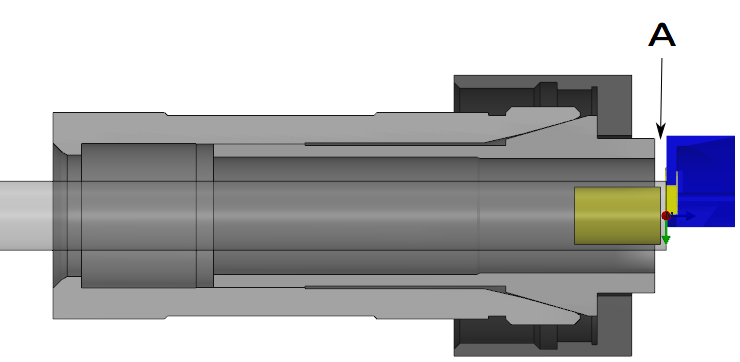
A - Abstand zwischen Abstechwerkzeug und maximaler Position der Hauptspindel |
|
Beispiel mit Werten:
Der Wert der Überlänge sollte mehr als 20,7 mm betragen
|
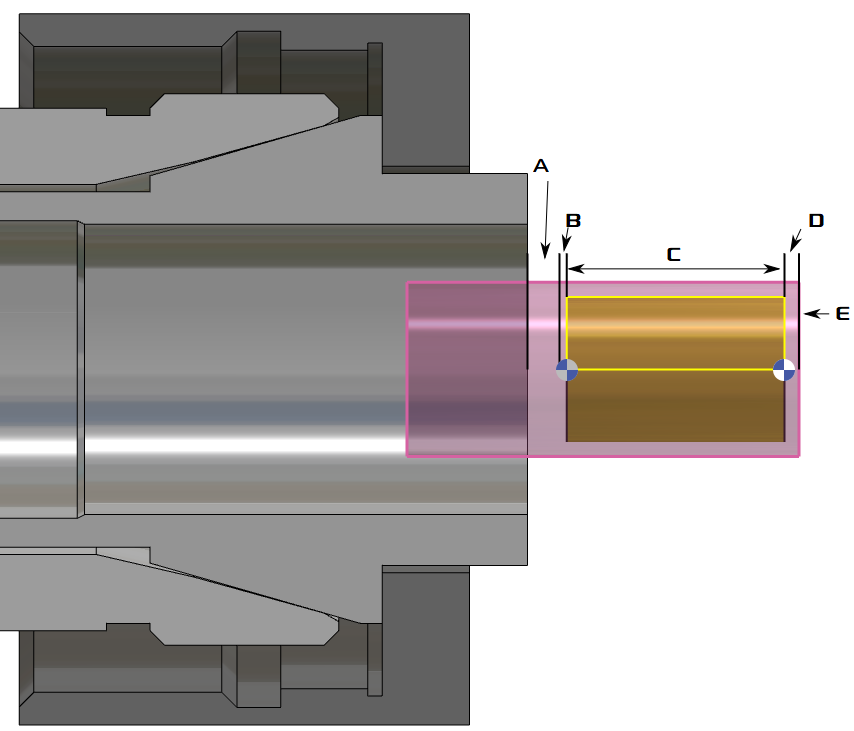
A - Abstechwerkzeugbreite B - Abstechaufmaß C - Fertiglänge des Teils D - Aufmaß für Planschleifen E - Referenz Abstechwerkzeug |
Fall 2: Mit Führungsbuchse
|
Die berechnete Regel ist die gleiche, aber da eine Führungsbuchse vorhanden ist, ist der Abstand zwischen dem Abstechwerkzeug und der Nase der Hauptspindel größer. Beispiel mit Werten:
Der Wert der Überlänge sollte mehr als 182,7 mm betragen |
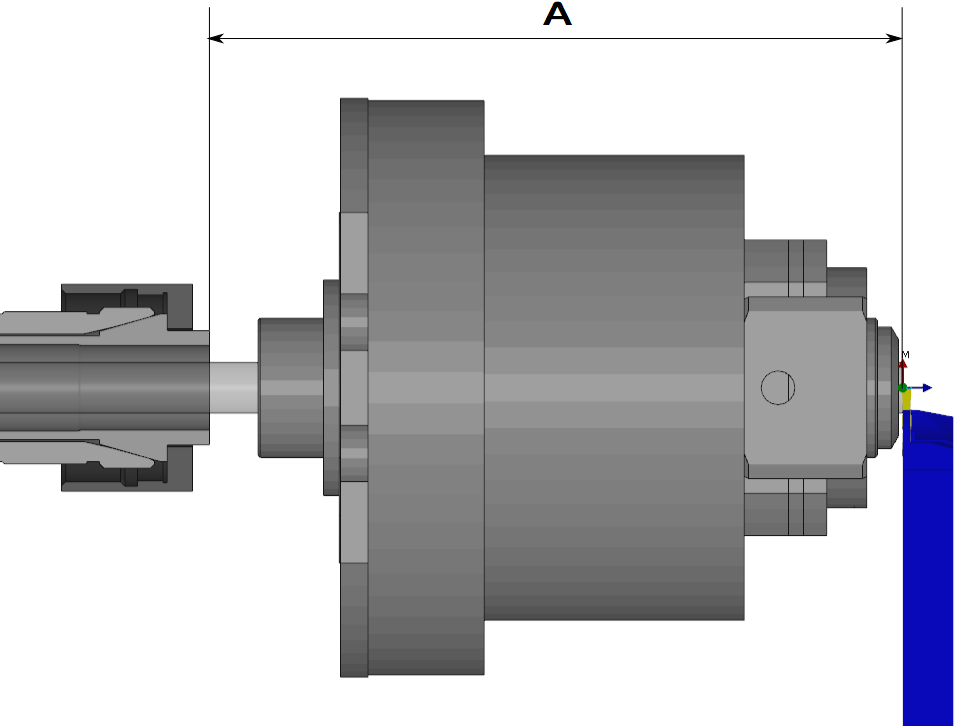
A - Abstand zwischen Abstechwerkzeug und maximaler Position der Hauptspindel |