|
|
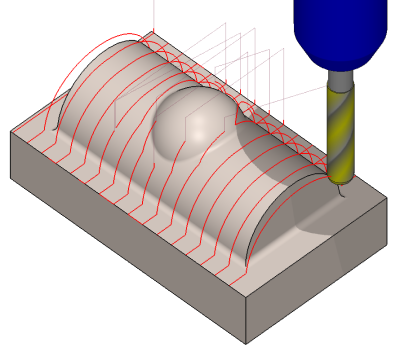
Dient zur Bearbeitung des Restmaterials, das von einem halbkugelförmigen Referenzwerkzeug (Kugelfräser) im Sinne eines parallelen Flächenschlichtzyklus übrig bleibt. |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Schlichtstrategie |
Sweep type |
Lace angle |
|
Werkzeug im Schruppen |
Referenzdurchmesser |
Referenzradius |
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
Stepover Berechnung |
Stepover (Werkzeugverhältnis) |
Stepover Wert (Ae) |
|
XY Scallop |
|
|
|
Aufmaße |
Aufmaß in XY |
Aufmaß in Z |
|
Normal stock allowance |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene SE. |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Rückzugshöhe im Zyklusablauf |
|
|
Sicherheit (in XY) |
SD/ Werkzeugschaft |
Werkzeughalter Management |
|
Anfahren und Ausfahren in XY |
||
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
Vorschubeinheit |
|
|
Getriebestufe |
||
|
Werkzeugnummer |
spezifische Nummer |
|
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerdefinierte Felder |
Kommentar |
Überwachung |
|
Fräsen Einstellung |
|
|

Optionale Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten bei Spannmitteln und Komponenten |
Spalt Prüfung |
Abstand XY |
|
Abstand Z |
||
|
Splineberechnung |
Splinetoleranz |
Auflösen in |