|
|
指令 切層工件 在 Z 軸上,將加工循環應用於幾個 分割區域 沿著 Z 軸。 |
|
指令可透過 按右鍵 在 材料 加工樹中存取。 這會開啟一個對話視窗。 |
|
|
|
|
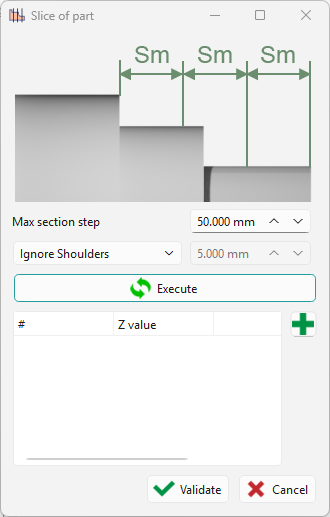
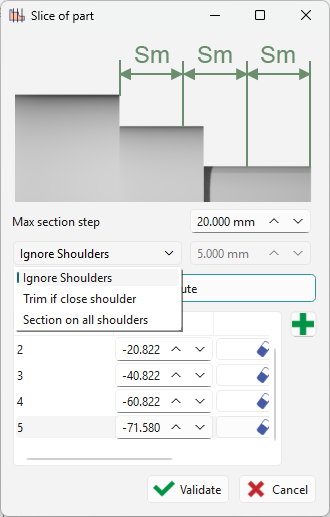
欄位 最大分段步距 (Sm) 允許定義分段工件的最大 Z 長度。 欄位 肩部 允許定義肩部識別的公差值,用於分段計算。下拉式清單提供了 3 種行為類型,用於根據公差值在肩部上或周圍應用分段: 忽略肩部: 在步距值上建立分段,不考慮肩部 如果肩部靠近則修剪: 如果偵測到公差範圍內的肩部,則調整步距,並在靠近肩部或肩部上建立分段。 在所有肩部上分段: 也會在所有肩部上建立分段。請參閱下方影片。 定義值並執行後,會在空白區域生成一個表格。 您可以 新增 (使用 綠色十字 ), 刪除 從清單中刪除,甚至透過更改 表格中的值 . 動態套用到零件上。 |
|
||
|
|
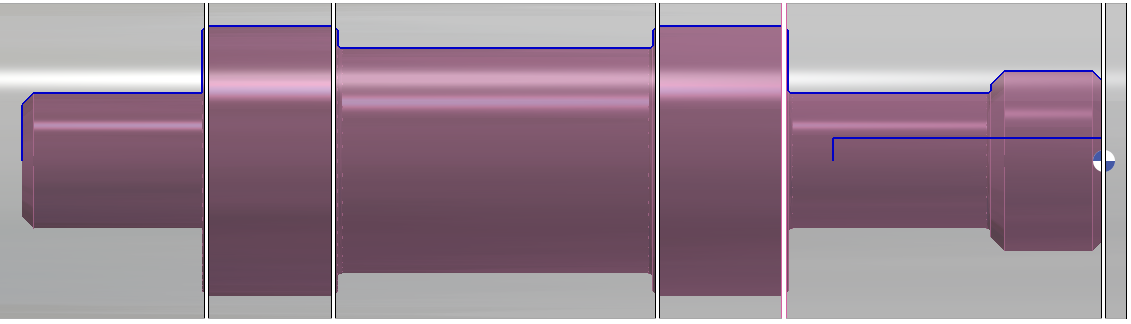
所有肩部上的分段:這會在零件的所有肩部上生成分段。分段也會沿著零件根據最大分段步距生成。公差值會顯示為灰色,因為在此模式下不考慮它。 觀看右側影片示範此選項。
|
|
|
|
分段游標也可以 動態移動 透過 點擊並拖曳 到所需位置。 表格中的 Z 值會隨之調整。 |
|
||
|
驗證時,幾何圖形不會有明顯變化。這些資訊僅在應用自動 opelist 時考慮。 整個 opelist 循環會應用於每個分段,僅實施每個分段相容的循環。
觀看右側影片,其中顯示了指令的範例。 |
|
||