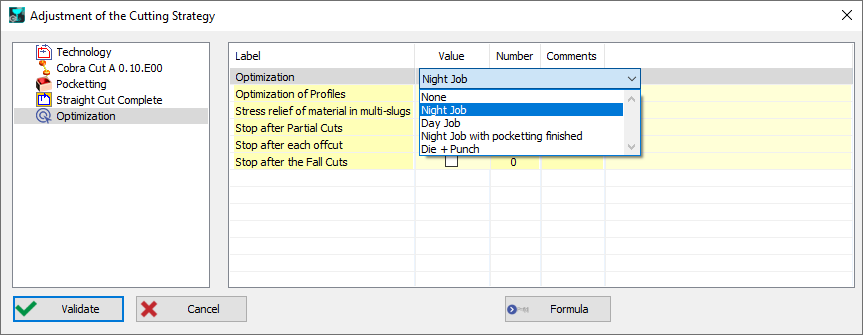
最佳化是為了優化操作員的在場時間和加工時間而對工序進行排序。它可以定義為:
-
在切削策略本身中,
-
在應用切削策略時可以修改,
-
可以在刀路建立後定義,在此情況下它結合了陰模和陽模的形狀。
|
有四種類型的最佳化是可能的:
|
|
|
夜間工作最佳化
優點:所有粗加工刀路都在夜間完成。 |
挖槽和部分陰模的切割在操作員不在場時進行。留下盡可能小的接觸點。工序完成後進行停止。 陰模的接觸點切割在操作員在場時進行。之後進行停止,以便操作員移除陰模的廢料。 挖槽和陰模的精加工工序在操作員在場時進行。之後進行停止,為陽模工序做準備。 最後,陽模工序(部分切割、接觸點切割和精加工刀路)在操作員在場時進行。 |
|
夜間工作含挖槽精加工最佳化
優點:節省時間,因為挖槽工序沒有廢料(掉落)。 |
工序流程與夜間工作最佳化相似,只有一個區別。挖槽的精加工刀路也在夜間操作員不在場時進行。 |
|
日間工作最佳化
|
逐形加工:操作員全程在場,每個零件逐一完成。 |
|
陰模和陽模最佳化 這是同時包含陰模和陽模切割工序的零件的特殊情況
|
挖槽、部分陰模和部分陽模工序在操作員不在場時進行。這裡的好處是,在任何手動操作之前都可以完成最大數量的切割。 之後進行停止,以便操作員同時夾持陰模廢料和陽模形狀。 陰模的接觸點切割在操作員在場時進行。之後進行停止,以便操作員移除陰模的廢料。 然後在操作員不在場時進行陰模的精加工刀路和陽模的接觸點切割。 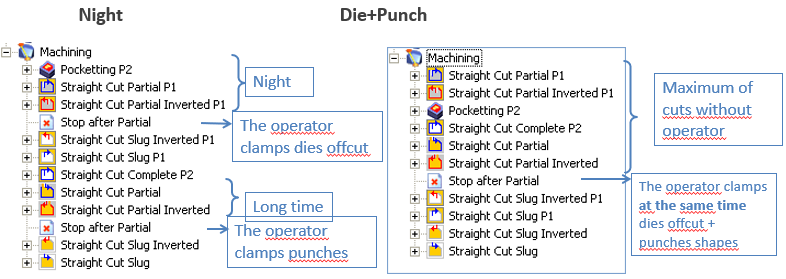
|
|
輪廓最佳化 切割最佳化具有優先權,但輪廓選擇的順序可能不被遵守。啟用此選項可最佳化輪廓的順序。 |
|
|
部分切割後停止 |
部分切割:部分刀路和接觸點到微小接觸點的切割 |
|
每次掉落後停止 |
目的是能夠夾持零件,並在每個零件之間進行切割和移除廢料(掉落)。 |
|
掉落切割後停止 |
接觸點切割和精加工(完整)刀路之間停止 |
|
|
輪廓組最佳化已得到增強。輪廓現在按鄰近度自動組織,從左側最低的輪廓開始 |
|
|
組中的輪廓可以通過拖放手動重新組織以更改切割順序。 |