循環 : Jig 鑽孔, 鑽孔, 攻牙, 沉頭孔, 鉸/搪孔, 銑螺紋, 刀具路徑
定義
|
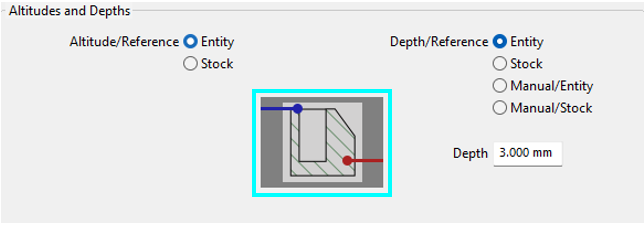
這兩個參數允許從幾何參考定義高度和深度。 有八種可能的案例,如下所述。 |
|
|
|
|
孔循環中的高度和深度頁面現在具有新圖示。 |
|
|
高度/參考: 實體 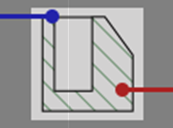
深度/參考: 實體 |
高度是實體和 SD 的 Z 值。 深度是實體的深度(如果有的話)。否則,它的功能與 實體+手動/實體 . |
高度/參考: 素材 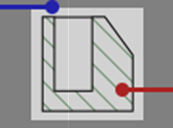
深度/參考: 實體 |
高度是素材和 SD 的 Z 值。 深度是實體的深度(如果有的話)。否則,它的功能類似於 素材+手動/實體 . |
|
高度/參考: 實體 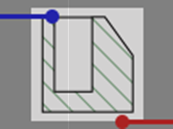
深度/參考: 素材 |
高度是實體和 SD 的 Z 值。 深度是貫通孔。 |
高度/參考: 實體
深度/參考: 素材 |
高度是素材和 SD 的 Z 值。 深度是貫通孔。 |
|
高度/參考: 實體 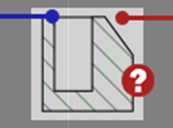
深度/參考: 手動/實體 |
高度是實體和 SD 的 Z 值。 深度是深度欄位中定義的值,從實體測量。 |
高度/參考: 素材 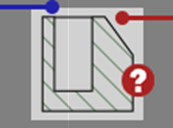
深度/參考: 手動/實體 |
高度是素材和 SD 的 Z 值。 深度是深度欄位中定義的值,從實體測量。 |
|
高度/參考: 實體 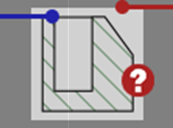
深度/參考: 手動/素材 |
高度是實體和 SD 的 Z 值。 深度是深度欄位中定義的值,從素材測量。用於定心。 |
高度/參考: 素材 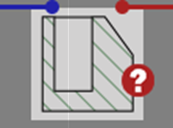
深度/參考: 手動/素材 |
高度是素材和 SD 的 Z 值。 深度是深度欄位中定義的值,從素材測量。用於定心。 |
|
The parameter 深度 允許定義從參考點回退的深度。僅當選擇了 實體, 素材 或 手動/素材 時,才能修改此參數。 在 深度/參考。 此值可以是正數或負數。 |
特殊特徵
如果 高度/參考 和 深度/參考 均設置為 素材 ,則有幾個特徵需要考慮:
-
值仍然相對於素材的原點定義。 快速平面高度。 。
-
然而, 安全距離 現在與素材動態關聯;計算考慮了任何預處理。
|
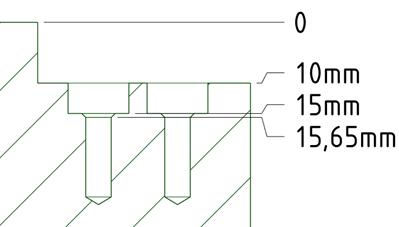
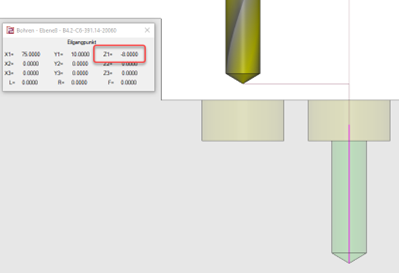
例如,讓我們考慮此圖像。 快速平面高度。 設置為 15 公釐 和 安全距離 是 2 公釐 。鑽孔循環的安全距離低於素材的安全距離。 |
|
鑽孔循環的結果處理如下:
|
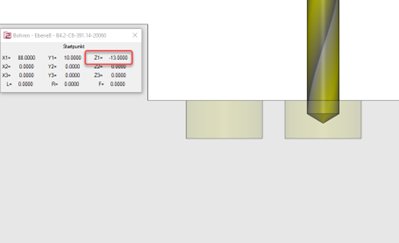
預定位到素材的快速平面高度 Z15。 G00, G90, G54, X88. Y10. G43 H... Z15. |
||
|
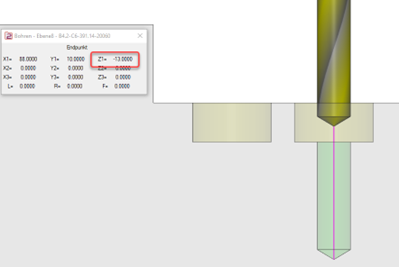
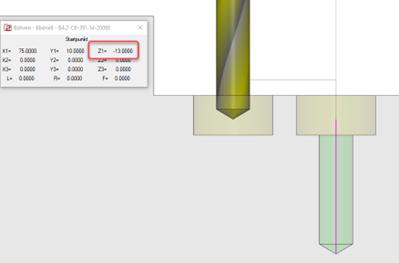
移動到安全距離 Z -13,在沉頭孔內 - 鑽孔操作上方 2 公釐,然後進行鑽孔處理,隨後回退到該安全距離。 G99, G81, Z-30. R-13. F... |
|
|
|
在鑽孔循環之間,回退到安全距離 Z -8,剛好在素材上方(距離孔加工平面上方 2 公釐),以定位下一個操作。 G80 Z-8.X75. |
|
|
|
Repetition of drilling cycles G81 Z-30. R-13. F... |
|
|
|
鑽孔操作結束時,刀具回退到 Z 15 的快速平面高度。 G80 Z15. |
||
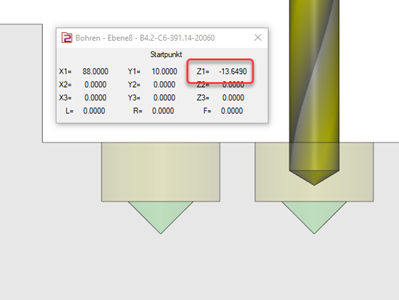
對於定義並預加工了沉頭孔的案例,安全距離的計算考慮了倒角,導致鑽孔的安全距離略深。例如,在 倒角 Z -13.65 而不是 Z -13 在範例中。鑽孔循環之間的切換仍在 Z -8 進行,因此保證了順暢的流程。 。
|

|
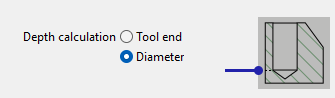
深度計算
循環 : 鉸/搪孔

|
刀具末端或直徑的深度計算參數包含在鉸孔循環中,因為我們可以為鉸孔刀設置倒角。 |
|