
|
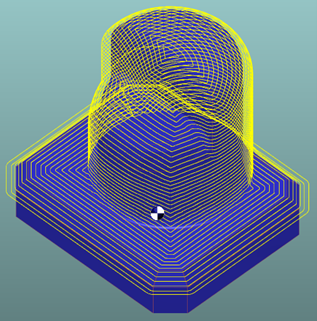
等距精加工适用于加工相对规则形状的零件。加工由参考曲线决定,该曲线可以是加工区域。刀路平行于参考曲线。 |
关键点
|
|
策略参数
|
对话区域 |
参数 |
|
|
刀具路径策略 |
刀路反转 |
|
|
驱动轮廓和加工限制 |
驱动轮廓偏置 |
计算驱动轮廓 |
|
限制轮廓偏置 |
边界处的轮廓加工 |
|
|
步距计算 |
步距 (刀具比例) |
步距值 (Ae) |
|
XY 向留料 |
|
|
|
余量 |
XY 向留料 |
Z 向留料 |
|
正交方向留料 |
|
|
运动参数
|
对话区域 |
参数 |
|
|
安全距离 (Z向) |
快送平面高度 |
安全距离 |
|
Z 向进刀和退刀 |
退刀高度 |
|
|
安全距离 (XY向) |
SD/ 刀柄 |
管理刀架 |
|
XY 向进刀和退刀 |
||
技术参数
|
对话区域 |
参数 |
|
|
切削条件 |
品质 |
切削线速 |
|
每刃进给量 |
主轴 方向 |
|
|
主轴转速 |
进给 |
|
|
转速范围码 |
||
|
刀具编号 |
刀具编号 |
编号 |
|
长度补偿号 |
刀俓补正编号 |
|
|
用户字段 |
注解 |
控制器设备 |
|
铣削设置 |
|
|

选项参数
|
对话区域 |
参数 |
|
|
夹具和部件的行为 |
过切检查 |
XY 偏移量 |
|
安全区域 |
Z 偏移量 |
|
|
曲线计算 |
曲线公差 |
曲线段落方式 |