循环 : Z 向沟槽加工
定义
Z 向沟槽加工中的去毛刺概念。
加工顺序
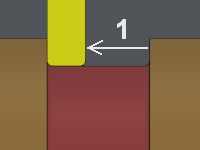
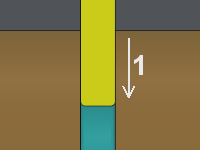
按宽度刀具路径沿沟槽宽度在 Z 向( 1 ),然后退刀并在 X 向进一刀( 2 ),依此类推。 |
|
|
|
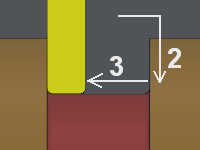
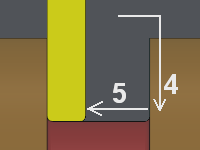
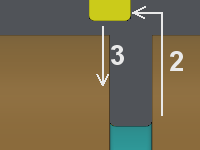
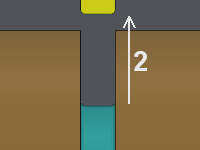
按深度刀具路径类似于去毛刺。 沟槽在 X 向加工至总深度( 1 ),然后退刀并在 Z 向进一刀( 2 ),然后再次加工( 3 ),依此类推( 4 & 5 ) |
|
|

|
两个参数与去毛刺选项相关( 按深度 ):
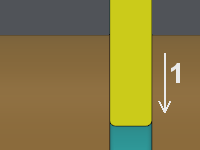
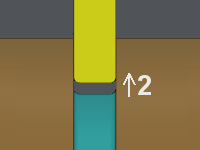
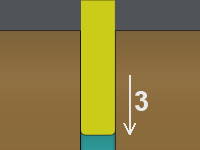
退刀距离这是退刀距离( 2 )在两次去毛刺加工之间( 1 & 3 ). |
|
|
|
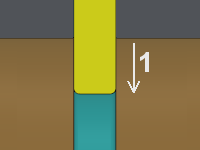
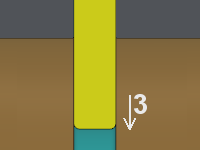
总退刀深度对于深沟槽,当刀具达到此深度高度( 1 )时,将执行完全退刀( 2 ),然后继续加工( 3 ). |
|
|
|
循环 : 攻牙
车床攻牙循环(轴向孔菜单)现在提供两种模式( 简单 , 去毛刺 ),其中去毛刺增加了加工深度和最后一道加工深度参数,并且停留选项已重新定位在对话框中。
|

|