Chu kỳ : millyuGo
Giới thiệu
|
|
millyuGO®
bao gồm các chiến lược quỹ đạo dao ngăn ngừa sự hình thành thành mỏng và duy trì tính toàn vẹn của dao cũng như độ cứng của vật liệu.
Chi tiết về millyuGO® chu kỳ, lợi ích và video ví dụ có thể tìm thấy bằng cách nhấp vào liên kết tại đây . |

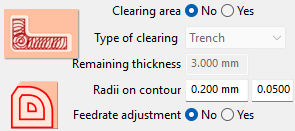
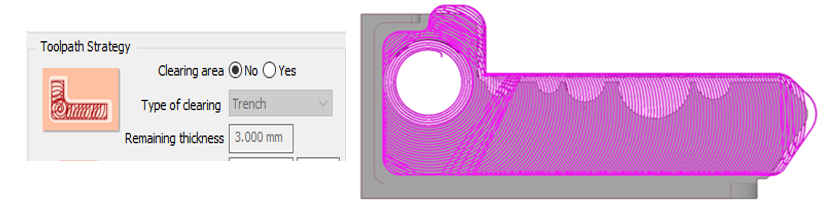
Không có vùng làm sạch
|
Các millyuGO® quỹ đạo dao được tối ưu hóa cho toàn bộ biên dạng/vùng được chọn. |
||
|
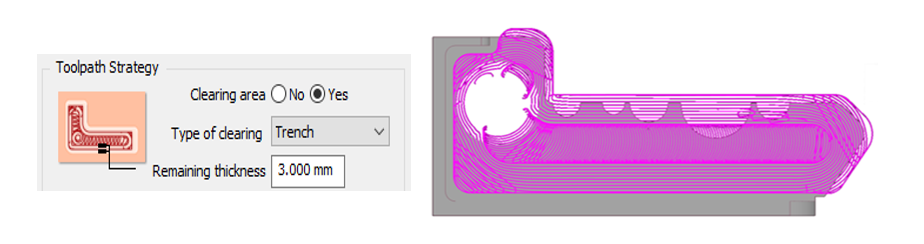
Rãnh
|

Tránh thành mỏng
|
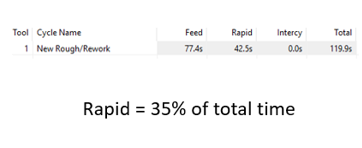
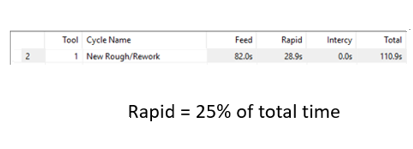
Rãnh: Tạo một rãnh có độ dày được xác định bởi trường Độ dày còn lại dọc theo thành. Điều này đặc biệt hữu ích khi gia công thành mỏng. Rãnh đảm bảo độ cứng của thành để gia công đúng cách. Chu kỳ tạo ra 2 vùng với biên dạng thành được gia công ở cuối với lực tác động tối thiểu. Trong một số trường hợp, nó hạn chế các quỹ đạo dao nhanh. |
|
|
|
||
|
|
||
|
Tránh thành mỏng: Tham số này tính toán các quỹ đạo dao để tránh tạo ra các thành mỏng với vật liệu thô. Độ dày tối thiểu được đảm bảo cho độ cứng và được gia công trong một lần cắt duy nhất trong quỹ đạo dao. |
|||

|
Bán kính trên biên dạng: Tham số xác định giá trị bán kính được xem xét trong quá trình tính toán quỹ đạo dao cho các biên dạng. Điều này cho phép giảm thiểu các góc nhọn. Trường đầu tiên xác định bán kính biên dạng trong quỹ đạo dao. Trường thứ hai là tỷ lệ của bán kính biên dạng với bán kính dao đã chọn. |
||
|
Không
|
Có
|
Điều chỉnh tốc độ bón: Nếu đặt là Có, tốc độ bón được điều chỉnh theo thời gian thực để bù đắp cho tải thay đổi trên dao trong quá trình gia công. Điều này nhằm đảm bảo tải trọng mà dao chịu được gần như không đổi mọi lúc để giảm thiểu mài mòn dao. |
|