|
|
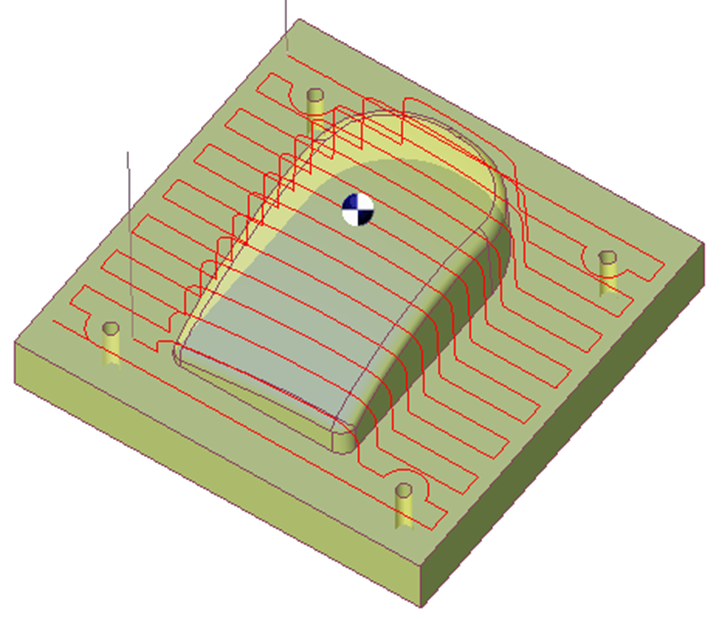
Tinh bằng Mặt phẳng song song hoạt động theo các đường cắt song song theo bề mặt, với bước nhảy không đổi trong mặt phẳng. Trên các chi tiết có thành thẳng đứng, bước nhảy không đổi trong mặt phẳng sẽ để lại các gờ trên các thành này. |
Điểm chính
|
|
|
Chúng tôi gần đây (V6.09) đã sửa đổi phân phối điểm ngẫu nhiên (G1 trong tệp NC). Điều này cải thiện chất lượng bề mặt trực quan và vẫn tôn trọng dung sai. |
|

|
Tham số chiến lược
|
Khu vực hội thoại |
Tham số |
|
|
Chiến lược gia công mặt đầu |
Hướng gia công mặt đầu |
Góc tự động |
|
Góc |
|
|
|
Hạn chế gia công |
Vùng hạn chế |
Mở rộng gia công tới hạn chế |
|
Tính toán bước qua |
Bước qua (Tỷ lệ dao) |
Giá trị bước qua (Ae) |
|
XY Scallop |
|
|
|
Dung sai |
Dung sai vật liệu thô XY |
Dung sai vật liệu thô Z |
|
Dung sai vật liệu thô bình thường |
|
|
Tham số chuyển động
|
Khu vực hội thoại |
Tham số |
|
|
An toàn (trong Z) |
Độ cao mặt phẳng nhanh |
Khoảng cách an toàn |
|
Tiếp cận và trở lại trong Z |
Độ cao rút |
|
|
An toàn (trong XY) |
SD/ Cán dao |
Quản lý đầu kẹp dao |
|
Dẫn vào và dẫn ra trong XY |
||
Tham số công nghệ
|
Khu vực hội thoại |
Tham số |
|
|
Điều kiện cắt |
Chất lượng |
Tốc độ cắt |
|
Tốc độ bón/dạo |
Hướng trục chính |
|
|
Tốc độ trục chính |
Tốc độ bón |
|
|
Phạm vi tốc độ |
||
|
Số dao |
Số cụ thể |
|
|
Số bù độ dài |
Số bù đường kính |
|
|
Trường người dùng |
Chú thích |
Thiết bị kiểm soát |
|
Bộ cài đặt phay |
|
|

Tham số tùy chọn
|
Khu vực hội thoại |
Tham số |
|
|
Hành vi trên kẹp và bộ phận |
Kiểm tra sâu cắn |
Bù XY |
|
Bù Z |
||
|
Tính toán đường cong |
Dung sai đường cong |
Phân đoạn đường cong |