Các hàm Tiếp cận/Thoát và Liên kết trong Go2Cam xác định quỹ đạo dao kết nối các phân đoạn gia công khác nhau. Điều này bao gồm điểm bắt đầu/kết thúc quỹ đạo dao, kết nối giữa các phân đoạn quỹ đạo dao và chuyển động dẫn vào/dẫn ra.
Tiếp cận/Thoát
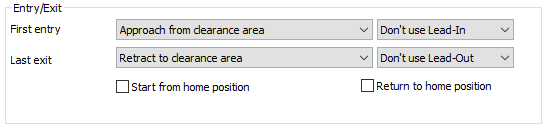
Xác định chuyển động ban đầu và cuối cùng của dao cho toàn bộ quy trình gia công.
-
Tiếp cận đầu tiên:
Xác định cách dao tiếp cận bề mặt gia công lần đầu tiên.
-
Thoát cuối cùng:
Xác định cách dao rút ra sau khi hoàn thành quy trình gia công.
-
Bắt đầu từ vị trí gốc/Trở về vị trí gốc:
Cho phép bắt đầu và kết thúc quy trình gia công tại một vị trí và định hướng cụ thể.
|
|
|
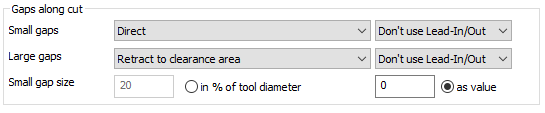
Xác định cách dao kết nối các phân đoạn khác nhau của quỹ đạo dao.
Khoảng trống dọc đường cắt
Kết nối các phân đoạn khi có khoảng trống trong một quỹ đạo dao duy nhất.
-
Trực tiếp:
Kết nối đường thẳng giữa các cạnh của khoảng trống mà không cần rút dao.
-
Theo bề mặt:
Dao đi theo hình học chi tiết hiện có giữa các khoảng trống. Yêu cầu kiểm tra va chạm sâu.
-
Nối spline:
Kết nối cong mượt mà giữa các cạnh của khoảng trống.
-
Bước (chỉ 3 trục):
Dao rút ra, di chuyển theo chiều ngang, sau đó tiếp cận phân đoạn tiếp theo.
-
Rút về khoảng cách bón/nhanh/an toàn:
Dao rút về khoảng cách đã chỉ định, di chuyển theo chiều ngang, sau đó tiếp cận phân đoạn tiếp theo.
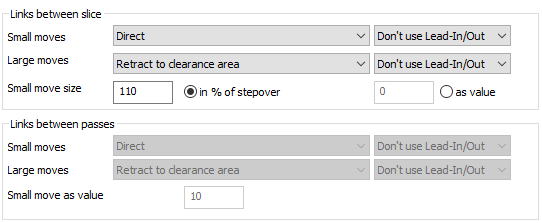
Liên kết giữa các đường cắt
Kết nối các đường cắt liền kề trong một lát cắt.
Liên kết giữa các lát cắt
Kết nối các đường cắt hoặc lớp cắt liền kề.
|
|
|
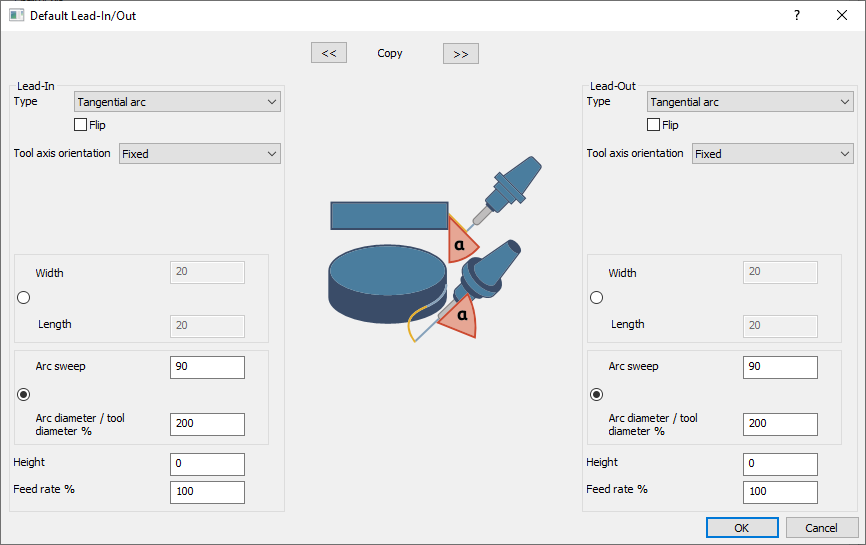
Xác định chuyển động ban đầu và cuối cùng của dao trong một phân đoạn gia công.
-
Loại dẫn:
-
Cung:
Tạo đường cong để kết nối dao với đường cắt. Có nhiều loại (tiếp tuyến, trực giao, dọc, ngang).
-
Đường thẳng:
Tạo kết nối đường thẳng. Các tùy chọn bao gồm tiếp tuyến, tiếp tuyến ngược, trực giao, dốc biên dạng dọc, dốc biên dạng dọc ngược và đường thẳng xiên.
-
Đường định vị:
Sử dụng một đường thẳng được xác định trước làm điểm bắt đầu hoặc kết thúc cho quỹ đạo dao.
-
Định hướng trục dao:
-
Cố định:
Trục dao không đổi trong quá trình dẫn vào/ra.
-
Tiếp tuyến:
Hướng trục dao thay đổi để đảm bảo quay liên tục.
-
Thay đổi góc dẫn tối đa:
Giới hạn tổng thay đổi hướng trục dao.
-
Nghiêng:
Duy trì chiến lược nghiêng chính được chỉ định trong điều khiển trục dao.
-
Trực giao với hướng cắt:
Giữ trục dao vuông góc với đường tiếp tuyến (chỉ 4 trục).
|
|
|
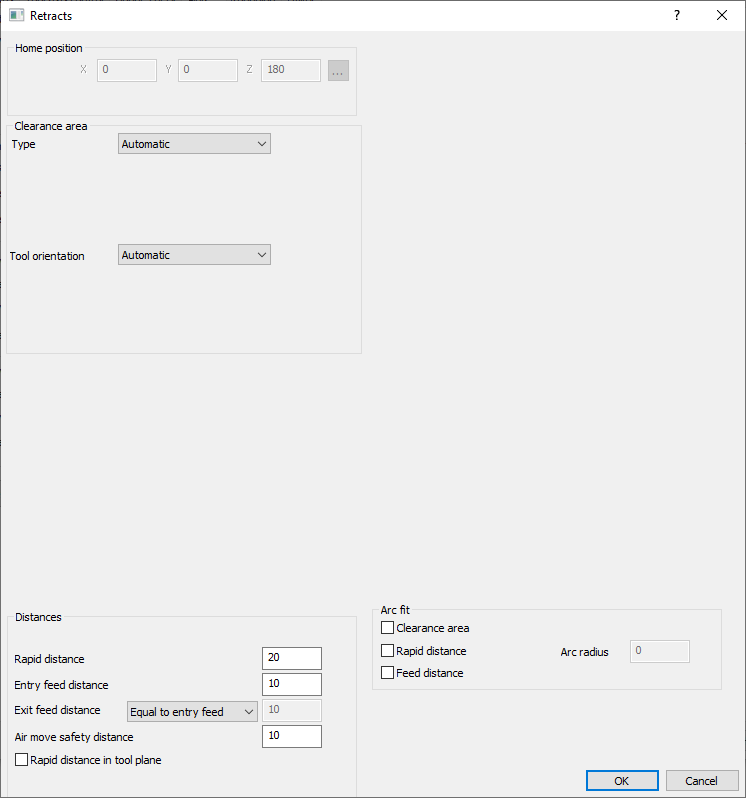
Xác định chuyển động của dao ra khỏi chi tiết đến một vị trí an toàn.
-
Vùng an toàn:
-
Chỉ định không gian an toàn xung quanh chi tiết.
-
Hình dạng: Mặt phẳng, Hình trụ, Hình cầu.
-
Định hướng: Dựa trên trục, do người dùng xác định hoặc hướng gia công.
-
Khoảng cách:
-
Khoảng cách nhanh: Khoảng cách cho chuyển động dao nhanh.
-
Khoảng cách bón dẫn vào: Khoảng cách cho dao tiếp cận với tốc độ bón cắm sâu.
-
Khoảng cách bón dẫn ra: Khoảng cách cho dao rút ra với tốc độ bón cắm sâu.
-
Khoảng cách an toàn di chuyển trong không khí: Khoảng cách an toàn tối thiểu trong quá trình di chuyển trong không khí.
-
Khớp cung:
Tạo các cung mượt mà trong quá trình rút dao.
-
Định hướng dao trên vùng an toàn:
Căn chỉnh trục dao với hoặc chống lại pháp tuyến của mặt vùng an toàn.
-
Loại rút dao:
Rút về vùng an toàn, khoảng cách nhanh hoặc khoảng cách bón.
-
Đường dẫn rút dao:
Đường thẳng hoặc khớp cung.
|
|
-
Các yếu tố cần xem xét
-
Loại liên kết được chọn phải đáp ứng các điều kiện an toàn.
-
Kiểm tra va chạm sâu có thể ảnh hưởng đến các loại liên kết có sẵn và hành vi của chúng.
-
Tùy chọn theo vật liệu thô có sẵn cho các mẫu dựa trên vật liệu thô.
-
Phân biệt khoảng cách có thể được áp dụng cho cả đường cắt và lát cắt.
|
|
|